2026-05-09
2026-05-09 Nem todo projeto é executado em escala de produção em massa. Startups que constroem produtos motorizados de primeira geração, equipes de engenharia que validam um novo projeto de transmissão e OEMs que buscam eixos de reposição para equipamentos legados compartilham a mesma necessidade: um pequeno número de eixos de motor de precisão feitos de acordo com as especificações exatas, sem serem forçados a uma quantidade mínima de pedido de milhares. A produção de eixos de motores em pequenos lotes preenche essa lacuna – e a demanda por eles tem crescido constantemente à medida que os ciclos de desenvolvimento de produtos ficam mais curtos e as aplicações de motores personalizados se tornam mais difundidas.
O desafio é que os eixos do motor não são peças prontas para uso como os fixadores ou rolamentos padrão. Diâmetro, comprimento, geometria do rasgo de chaveta, acabamento superficial e classe do material precisam corresponder à carcaça específica do motor e à carga acionada. Encomendar em pequenas quantidades acrescenta outra camada de complexidade: os custos por unidade são mais elevados, nem todas as oficinas mecânicas estão preparadas para trabalhos de precisão de baixo volume e os prazos de entrega podem variar significativamente dependendo de como o fornecedor estrutura a sua área de produção. Compreender como navegar por esses fatores é o ponto de partida para um pedido bem-sucedido de pequenos lotes.
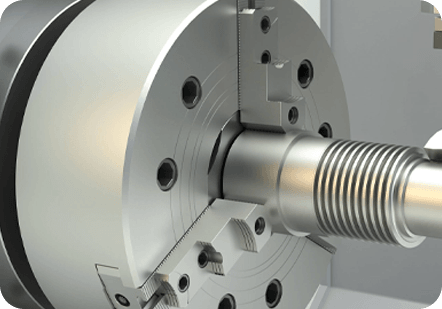
Antes de fazer qualquer pedido, é útil ter uma ideia clara do que torna o eixo do motor um componente de precisão, em vez de uma simples peça torneada. Os requisitos funcionais são exigentes: o eixo deve transmitir torque sem deformar-se, manter tolerâncias dimensionais rigorosas nas zonas de contato do rolamento e resistir à fadiga sob carregamento cíclico. Cada decisão de material e geometria flui desses requisitos.
Seleção de materiais para eixo do motor para pequenos lotes a usinagem normalmente se resume a três opções principais, cada uma com compensações práticas:
| Materiais | Nota Típica | Melhor para | Notas |
| Aço Carbono | 1045, 1060 | Motores de uso geral, projetos sensíveis ao custo | Boa usinabilidade; tratável termicamente para maior dureza |
| Liga de aço | 4140, 4340 | Aplicações de alto torque ou alta velocidade | Resistência superior à fadiga; padrão para eixos de motores industriais |
| Aço inoxidável | 303, 316 | Ambientes alimentares, médicos ou corrosivos | Maior custo de material e usinagem; menor resistência do que o aço-liga |
Ao enviar um desenho ou solicitação de cotação para um eixo de motor personalizado, os seguintes recursos precisam ser claramente definidos para evitar idas e vindas com a oficina mecânica:
A tolerância é onde os pedidos de eixos de motores de pequenos lotes mais frequentemente apresentam problemas. A especificação excessiva de tolerâncias aumenta o tempo de usinagem e o custo de cada peça; subespecificá-los leva a problemas de ajuste na montagem. A abordagem prática é aplicar tolerâncias rigorosas apenas onde o desempenho funcional realmente as exige e usar tolerâncias comerciais padrão em todos os outros lugares.
Os assentos dos rolamentos são a zona com maior tolerância crítica em um eixo de motor típico. Um ajuste interferente k5 ou m5 no diâmetro externo do eixo é comum para rolamentos ajustados por pressão, enquanto um ajuste j5 ou h6 é adequado para rolamentos que precisam de remoção ocasional. Na extremidade motriz - onde um acoplamento, polia ou engrenagem faz interface com o eixo - uma tolerância h6 ou h7 no diâmetro do eixo geralmente é suficiente. As tolerâncias de largura de chaveta seguem os padrões ISO ou DIN, dependendo do seu mercado-alvo, e seu fornecedor deve ser capaz de trabalhar com qualquer um deles.
Para acabamento superficial, as zonas de contato do rolamento normalmente requerem Ra 0,4–0,8 µm. As áreas de contato da vedação podem precisar de Ra 0,2–0,4 µm para evitar desgaste prematuro. O resto do eixo pode ser deixado com um acabamento torneado padrão (Ra 1,6–3,2 µm), o que mantém o tempo e o custo de usinagem sob controle sem afetar a função.

Nem toda oficina mecânica CNC é adequada para trabalhos de eixo de motor de precisão de baixo volume. Algumas lojas são otimizadas para produção de alto volume e recusarão pedidos pequenos ou definirão preços não competitivos. Outros se especializam em protótipos e componentes de precisão de curto prazo e estão genuinamente preparados para atender pedidos de 5, 20 ou 50 peças com eficiência. Saber o que procurar economiza tempo no processo de sourcing.
Uma solicitação de cotação bem estruturada reduz as idas e vindas e fornece um preço mais preciso com mais rapidez. No mínimo, inclua:
Compreender o que impulsiona o custo na fabricação de eixos de motores em pequenos lotes ajuda você a tomar decisões mais inteligentes de projeto e fornecimento, em vez de apenas aceitar a primeira cotação recebida. O custo por unidade na produção de baixo volume é sempre maior do que na produção em massa, mas a diferença varia consideravelmente dependendo de como a peça é projetada e especificada.
O tempo de configuração é o maior fator de custo em execuções de pequenas quantidades. Um torno CNC precisa ser programado, usinado e verificado antes que a primeira peça seja cortada – e esse custo fixo é distribuído por menos unidades em um lote pequeno. Projetos que minimizam o número de operações, trocas de ferramentas e refixações de peças produzirão cotações mais baixas. Sempre que possível, evite recursos que exijam operações secundárias: furos descentralizados, perfurações cruzadas complexas ou perfis de chaveta não padronizados, todos acrescentam tempo.
A moagem é outro fator de custo significativo. Se a sua aplicação exigir tolerâncias rígidas e acabamentos superficiais finos nos munhões do rolamento, geralmente é necessária a retificação cilíndrica após o torneamento, aumentando o tempo e o custo do equipamento. Se o seu projeto permitir tolerâncias um pouco mais flexíveis em zonas não críticas, especifique-as dessa forma explicitamente no desenho, em vez de deixar que o operador opte pelo padrão mais rígido.
Para pedidos de pequenos lotes de eixos de motor – especialmente os primeiros artigos de um novo fornecedor – vale a pena fazer a inspeção de entrada antes de as peças serem montadas. Detectar uma não conformidade dimensional na fase de entrega da mercadoria é muito menos dispendioso do que descobri-la no meio da montagem ou após um motor ter sido montado e testado.
As verificações práticas a serem executadas em um lote de eixo de motor recebido incluem:
Para pedidos repetidos de um fornecedor qualificado, um plano de amostragem reduzido é razoável - mas uma inspeção completa do primeiro artigo em qualquer novo fornecedor ou após qualquer alteração no projeto sempre vale o investimento de tempo.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025