2026-05-08
2026-05-08 Fabricação de eixo de transmissão é o processo de projetar, formar, usinar, montar e testar os componentes mecânicos rotativos que transmitem torque e potência rotacional de um motor ou motor para rodas, eixos ou outros componentes acionados. Um eixo de transmissão - também chamado de eixo de hélice, eixo de transmissão ou eixo de transmissão, dependendo da aplicação - deve suportar simultaneamente altas cargas de torção, resistir à flexão sob forças dinâmicas, operar com tolerâncias de equilíbrio precisas e sobreviver a anos de carga de fadiga cíclica sem falhas. Portanto, acertar o processo de fabricação não é apenas uma questão de cortar o metal no formato certo; requer uma sequência rigorosamente controlada de seleção de materiais, operações de conformação, usinagem de precisão, tratamento térmico, acabamento superficial, montagem e inspeção de qualidade rigorosa.
Os eixos de transmissão são usados em uma enorme variedade de aplicações – automóveis de passageiros, caminhões comerciais, máquinas agrícolas, caixas de engrenagens industriais, sistemas de propulsão marítima, sistemas de atuação aeroespacial e turbinas eólicas, todos dependem de eixos de transmissão fabricados de diversos tamanhos, materiais e requisitos de desempenho. Embora os processos específicos variem de acordo com a aplicação, os desafios fundamentais de fabricação são consistentes: atingir a precisão dimensional, a resistência mecânica, a rigidez torcional e o equilíbrio rotacional necessários dentro das metas de custo e taxa de produção.
Este artigo aborda todo o processo de produção de eixos de transmissão — desde a seleção da matéria-prima até a inspeção final — abrangendo tanto a fabricação de eixos de transmissão automotivos quanto a produção de eixos industriais, com detalhes práticos sobre os equipamentos, processos, tolerâncias e controles de qualidade envolvidos em cada etapa.
O material escolhido para um eixo de transmissão determina sua resistência, peso, resistência à fadiga, usinabilidade e custo. Os fabricantes de eixos de transmissão selecionam entre diversas categorias de materiais, dependendo dos requisitos de torque, velocidade operacional, metas de peso e volume de produção da aplicação.
Os aços carbono e ligas continuam sendo o material dominante para a fabricação de eixos de transmissão em aplicações automotivas, de caminhões e industriais. Aços de médio carbono, como SAE 1045, são amplamente utilizados para eixos sólidos em aplicações de baixo torque devido à sua boa combinação de resistência, tenacidade e usinabilidade a um custo relativamente baixo. Para aplicações de maior torque ou críticas à fadiga, são especificados aços-liga como SAE 4140 (aço cromo-molibdênio) e SAE 4340 (aço níquel-cromo-molibdênio). Essas classes desenvolvem rendimento e resistência à tração significativamente maiores após o tratamento térmico – o 4140 normalmente atinge um limite de escoamento de 650–1.000 MPa dependendo do tratamento térmico, enquanto o 4340 pode atingir 1.400 MPa ou mais em aplicações aeroespaciais e de corrida exigentes. Aços endurecíveis como SAE 8620 são usados quando uma superfície dura e resistente ao desgaste combinada com um núcleo tenaz é necessária, como em eixos de transmissão estriados que devem resistir ao atrito e ao desgaste na interface estriada.
A maioria dos eixos de transmissão de automóveis e caminhões usa tubos de aço ocos em vez de barras sólidas. Um tubo oco fornece quase a mesma rigidez e resistência torcional que um eixo sólido do mesmo diâmetro externo, mas com uma fração do peso, porque a tensão torcional é mais alta na superfície externa e o material central contribui pouco para a resistência torcional. Tubos de aço sem costura trefilados a frio (normalmente 1026 ou 1020 DOM — trefilados sobre mandril) são o padrão para a fabricação de tubos de eixo de transmissão automotivo. A espessura da parede do tubo, o diâmetro externo e o tipo de aço são selecionados através de cálculos de tensão de torção e flexão para atender aos requisitos de torque e velocidade crítica do veículo.
Os eixos de transmissão de alumínio – fabricados principalmente com tubo de liga 6061-T6 ou 7075-T6 – oferecem uma redução de peso de 60 a 65% em comparação com eixos de aço equivalentes. Esta redução de peso melhora a economia de combustível do veículo, reduz a inércia rotativa (melhorando a resposta de aceleração) e reduz o NVH (ruído, vibração, aspereza), aumentando a velocidade crítica do eixo. A fabricação de eixos de transmissão de alumínio é comum em veículos de alto desempenho, caminhões leves e aplicações de corrida. O principal desafio de fabricação do alumínio é conseguir uma fixação confiável do encaixe ou da extremidade – a menor resistência do alumínio requer um projeto de junta cuidadoso, muitas vezes usando soldagem por fricção ou métodos de fixação por pressão e parafuso em vez da soldagem a arco convencional.
Os eixos de transmissão de polímero reforçado com fibra de carbono (CFRP) oferecem a maior rigidez específica e o menor peso de qualquer material de eixo de transmissão, tornando-os a escolha preferida em aplicações automotivas, automobilísticas e aeroespaciais de alto desempenho, onde o peso e a dinâmica rotacional são fundamentais. A fabricação de eixos de transmissão CFRP usa enrolamento de filamento – um processo em que cabos de fibra de carbono impregnados com resina epóxi são enrolados sobre um mandril em ângulos precisos para desenvolver a rigidez de torção e flexão necessária – seguido de cura em autoclave ou forno. As extremidades metálicas são coladas e fixadas mecanicamente ao tubo composto. Os eixos de fibra de carbono podem atingir velocidades críticas 2 a 3 vezes maiores que os eixos de aço equivalentes, permitindo que eixos de transmissão de peça única substituam conjuntos de aço de duas peças em aplicações mais longas.
Um processo completo de fabricação de eixo motor envolve múltiplas operações sequenciais. Cada etapa se baseia na anterior, e o controle de qualidade nas etapas intermediárias é essencial para evitar erros complexos que afetam o desempenho do produto final.
A matéria-prima chega ao fabricante do eixo de transmissão como barra cortada no comprimento, tubo sem costura ou tubo enrolado, dependendo do método de produção. O corte com serra fria ou discos de corte abrasivos cortam o material em comprimentos irregulares com uma pequena margem de usinagem. As extremidades cortadas são rebarbadas para remover arestas vivas que podem danificar as ferramentas posteriores ou criar concentrações de tensão. Para eixos de tubos ocos, a retilineidade do tubo é verificada nesta fase - tubos com curvatura excessiva são rejeitados ou endireitados antes do processamento adicional, porque a retilineidade do tubo afeta diretamente o desvio final e o equilíbrio do eixo.
Os acessórios finais de um eixo de transmissão - garfos, flanges e pontas de eixo - são normalmente fabricados separadamente por forjamento a quente ou a frio antes de serem fixados ao tubo. O forjamento a quente aquece o tarugo de aço a 1.100–1.250°C e o molda sob altas forças de prensagem em um conjunto de matrizes. O forjamento a quente produz peças com excelente fluxo de grãos alinhados à geometria da peça, resultando em maior resistência à fadiga do que alternativas usinadas a partir de barra. As peças forjadas são então aparadas, jateadas para remover incrustações e passadas para operações de usinagem. Para a produção automotiva de alto volume, o forjamento a frio de acessórios de extremidade menores também é comum – o forjamento a frio produz tolerâncias dimensionais mais rígidas e melhor acabamento superficial diretamente da forja, reduzindo os requisitos de usinagem subsequentes.
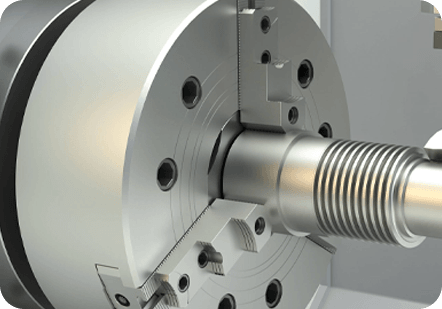
As operações de torneamento de precisão estabelecem os diâmetros críticos, as superfícies dos mancais e as características dos ressaltos do eixo de transmissão. Os centros de torneamento CNC usinam o eixo entre os centros (usando furos centrais retificados em ambas as extremidades) para manter a concentricidade em todos os diâmetros torneados. As tolerâncias do munhão do rolamento são normalmente ajustes h6 ou k6 – exigindo precisão diametral entre 10–20 micrômetros – alcançadas por meio de torneamento de acabamento seguido de retificação cilíndrica. As seções estriadas são produzidas por fresamento, brochamento ou fresamento CNC, dependendo da geometria e do volume do spline. As estrias externas em eixos de transmissão automotivos são mais comumente laminadas a frio em vez de cortadas – a laminação a frio desloca o metal para fora para formar os dentes estriados, produzindo uma superfície endurecida com tensões residuais compressivas que melhoram significativamente a vida útil em comparação com estrias usinadas.
Para eixos de transmissão de aço, os tubos e os garfos ou flanges das extremidades são unidos por soldagem - mais comumente soldagem por fricção (rotativa ou linear) ou soldagem MIG/MAG. A soldagem por fricção é o método preferido na produção de alto volume de eixos de transmissão automotivos porque produz soldas totalmente consolidadas e consistentemente de alta qualidade, sem metal de adição, porosidade ou problemas de zona afetada pelo calor (HAZ) associados à soldagem por fusão. No processo de soldagem por fricção, um componente gira em alta velocidade enquanto o outro é mantido estacionário e pressionado axialmente contra ele; o calor friccional plastifica o material de interface e, quando a rotação para, uma força axial de forja consolida a junta. As juntas do eixo de transmissão soldadas por fricção atingem 90–100% da resistência do metal base e podem ser produzidas em tempos de ciclo de 15–30 segundos por junta. Para eixos de veículos industriais e comerciais de menor volume, a soldagem MIG com inspeção adequada de pré-aquecimento e pós-soldagem é o método de união padrão.
O tratamento térmico após usinagem e soldagem desenvolve as propriedades mecânicas necessárias no material do eixo. O endurecimento total (têmpera e revenido) de eixos de liga de aço leva o material à dureza e resistência à tração especificadas — normalmente 28–35 HRC para eixos industriais em geral e 38–48 HRC para aplicações de alto desempenho. O endurecimento por indução é amplamente utilizado para endurecer seletivamente munhões de rolamentos, estrias e outras superfícies de desgaste no eixo sem endurecer todo o componente. O processo de indução aquece uma zona localizada muito rapidamente usando indução eletromagnética, seguida de resfriamento imediato, produzindo uma camada superficial martensítica dura (normalmente de 1 a 3 mm de profundidade) com um núcleo resistente e não endurecido. Superfícies endurecidas por indução normalmente atingem 55–62 HRC e apresentam tensões residuais compressivas benéficas que aumentam a resistência à fadiga. Após o endurecimento, o revenido a baixa temperatura de 150–200°C alivia as tensões de têmpera sem reduzir significativamente a dureza.
O tratamento térmico e a soldagem invariavelmente introduzem alguma distorção no eixo. O endireitamento é realizado em uma máquina de endireitamento por prensa ou em um sistema de endireitamento controlado por CNC que mede o desvio do eixo em vários pontos e aplica forças de flexão controladas para colocar o eixo dentro da tolerância de retilineidade especificada - normalmente 0,2–0,5 mm de desvio total do indicador (TIR) em todo o comprimento do eixo para aplicações automotivas, e tão apertado quanto 0,05 mm TIR para eixos industriais de precisão. O endireitamento deve ser feito com cuidado para evitar tensão excessiva no eixo ou introdução de tensões residuais que causem nova flexão em serviço.
A retificação cilíndrica de munhões de rolamentos e superfícies de vedação traz as dimensões para a tolerância final e atinge o acabamento superficial necessário. Os mancais dos rolamentos em eixos industriais de precisão são normalmente retificados para Ra 0,4–0,8 µm e mantidos em circularidade dentro de 5 micrômetros. A retificação sem centro é usada para pinos endurecidos e diâmetros de eixo menores, onde a retificação entre centros é impraticável. Algumas aplicações requerem superacabamento (afiação ou polimento de munhões de rolamento para Ra abaixo de 0,1 µm) para minimizar o atrito e o desgaste do rolamento. O shot peening de superfície é aplicado em áreas críticas de fadiga — particularmente em raios de filete, desvios de estrias e pontas de solda — para introduzir tensões residuais compressivas benéficas que prolongam a vida útil em fadiga em 20–50% em comparação com superfícies não marteladas.

O balanceamento dinâmico é uma das operações mais importantes na fabricação de eixos de transmissão e uma das mais frequentemente mal compreendidas. Qualquer eixo rotativo tem massa distribuída em torno de seu eixo de rotação e, se essa distribuição de massa não for perfeitamente simétrica, o eixo gera forças centrífugas à medida que gira, produzindo vibração, ruído, cargas de rolamento e, por fim, danos por fadiga no trem de força. Quanto maior a velocidade de operação, mais crítico se torna o equilíbrio – mesmo pequenas massas desequilibradas criam grandes forças centrífugas em altas RPM.
Os eixos de transmissão são balanceados em máquinas de balanceamento dinâmico que giram o eixo e medem as forças de vibração geradas em dois planos de correção simultaneamente. A máquina calcula a magnitude e a posição angular do desequilíbrio em cada plano e exibe a correção necessária. A correção é feita adicionando pesos de equilíbrio (normalmente pequenos grampos ou peças soldadas), perfurando ou fresando material de pontos pesados, ou adicionando argila de correção para testes de configuração inicial. Os eixos de transmissão automotivos são normalmente balanceados de acordo com a norma ISO 1940 Grau G6.3 ou melhor, o que significa que o desequilíbrio específico residual é inferior a 6,3 gramas-milímetros por quilograma de massa do eixo por plano de correção. Eixos de alta velocidade ou precisão são balanceados para G2.5 ou G1.0. Após o balanceamento, o eixo é girado novamente para verificar se o desequilíbrio residual está dentro das especificações antes de passar para a inspeção final.
Os fabricantes de eixos de transmissão aplicam uma estratégia de inspeção de qualidade em camadas que combina verificações durante o processo em cada estágio de fabricação com a inspeção final da montagem concluída. A tabela abaixo resume os principais métodos de inspeção usados na fabricação de eixos de transmissão e o que cada um deles verifica:
| Método de inspeção | O que verifica | Estágio Aplicado |
| Inspeção Dimensional CMM | Todos os diâmetros, comprimentos e recursos GD&T críticos | Pós-usinagem, final |
| Medição de Runout (TIR) | Retidão e concentricidade do eixo | Pós-alisamento, final |
| Teste de dureza (Rockwell) | Dureza da superfície e do núcleo após tratamento térmico | Tratamento pós-térmico |
| Inspeção de Partículas Magnéticas (MPI) | Trincas superficiais e próximas à superfície, defeitos de solda | Pós-solda, pós-retificação, final |
| Teste Ultrassônico (UT) | Defeitos internos, integridade da solda, falhas de material | Aplicações críticas pós-soldagem |
| Teste de equilíbrio dinâmico | Desequilíbrio residual em dois planos de correção | Pós-montagem, final |
| Teste de fadiga torcional | Vida útil do eixo sob carga de torque cíclico | Desenvolvimento, auditoria periódica de produção |
| Medição de rugosidade superficial | Ra e Rz de mancais e superfícies de vedação | Pós-moagem, final |
| Inspeção de perfil spline | Perfil do dente spline, avanço, passo e classe de ajuste | Operação pós-spline, final |
Embora os principais processos de fabricação sejam semelhantes entre as aplicações, a produção do eixo de transmissão varia significativamente em detalhes, dependendo do setor e dos requisitos específicos de desempenho envolvidos.
A fabricação de eixos de transmissão para automóveis de passageiros e caminhões leves é caracterizada por alto volume, rígido controle de custos e rigorosos padrões de qualidade OEM. As linhas de produção para eixos de transmissão automotivos normalmente usam soldagem por fricção automatizada de garfos forjados em tubos de aço DOM, máquinas de balanceamento CNC integradas à linha e testes 100% de fim de linha, incluindo verificação dimensional, verificações de integridade de solda e confirmação de equilíbrio dinâmico. Os conjuntos de juntas de velocidade constante (CV) para semi-eixos de tração dianteira envolvem retificação de precisão das pistas esféricas, tratamento térmico controlado das pistas interna e externa e montagem em sala limpa para evitar a contaminação da junta cheia de graxa. Os fabricantes de eixos de transmissão automotivos devem cumprir os padrões de gerenciamento de qualidade IATF 16949 e enviar PPAPs (Processos de aprovação de peças de produção) aos clientes OEM antes do lançamento da produção.
A produção industrial de eixos de transmissão para caixas de engrenagens, bombas, compressores e máquinas pesadas normalmente envolve volumes menores, eixos maiores e espessuras de seção mais pesadas do que o trabalho automotivo. Os eixos geralmente são usinados a partir de barras sólidas em vez de tubos, e as operações de usinagem envolvem cortes de desbaste pesados seguidos de torneamento de semiacabamento e acabamento, retificação e brochamento ou fresamento de chaveta. Eixos industriais maiores são normalizados ou recozidos antes da usinagem para aliviar as tensões de forjamento ou laminação e, em seguida, são temperados e revenidos até as propriedades finais. A cobertura de testes não destrutivos é normalmente mais extensa em eixos industriais – a inspeção ultrassônica de 100% da matéria-prima e a inspeção de partículas magnéticas de superfícies acabadas são comuns para aplicações críticas, como eixos de saída de caixas de engrenagens em turbinas eólicas ou sistemas de propulsão marítima.
A fabricação de eixos de transmissão aeroespaciais — para rotores de cauda de helicópteros, acionamentos de acessórios de aeronaves e sistemas de atuação — exige a mais alta precisão, rastreabilidade de material e documentação de processo de qualquer aplicação de eixo de transmissão. Os materiais são normalmente aço 4340M de grau aeroespacial (VAR — fundido por arco a vácuo), liga de titânio (Ti-6Al-4V) ou CFRP. Cada lote de material é rastreável à sua certificação de fusão e registros de testes mecânicos. Todas as operações de usinagem, tratamento térmico e tratamento de superfície são realizadas de acordo com processos controlados e qualificados, com registros completos retidos durante a vida útil da aeronave. A inspeção END inclui inspeção por penetrante fluorescente (FPI) de todas as superfícies, inspeção ultrassônica de peças forjadas e verificação dimensional em CMMs com calibração rastreável de acordo com padrões nacionais. Os eixos aeroespaciais acabados passam por testes de torque de prova antes da aceitação, e os eixos críticos para o voo podem exigir testes de rotação na velocidade operacional para verificar a integridade estrutural.
Compreender os modos de falha mais frequentes na produção de eixos de transmissão ajuda os fabricantes a implementar medidas preventivas direcionadas nas etapas corretas do processo.
Um processo disciplinado de fabricação de eixos de transmissão — com controles de processo claros, medições em processo e testes de verificação final — é o que separa os eixos de transmissão que oferecem silenciosamente centenas de milhares de quilômetros de serviço confiável daqueles que geram devoluções de garantia, reclamações de NVH e falhas em campo. Investir na capacidade do processo em cada estágio de fabricação é sempre mais econômico do que descobrir defeitos na inspeção final ou, pior, em campo.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025