2026-05-28
2026-05-28 Tolerâncias medidas em milésimos de polegada. Esse é o mundo de peças de usinagem CNC de precisão — componentes produzidos por máquinas-ferramentas controladas por computador que removem material de uma peça sólida para obter dimensões, acabamentos de superfície e características geométricas exatos. Ao contrário das peças usinadas de uso geral, os componentes CNC de precisão são mantidos em tolerâncias rígidas, geralmente dentro de ±0,001 polegadas (±0,025 mm) ou mais, dependendo da aplicação.
O núcleo do processo é a automação. Um modelo CAD é traduzido em instruções de código G que direcionam os movimentos do eixo, as velocidades do fuso, as taxas de avanço e a profundidade de corte, sem espaço para interpretação manual. Cada passagem da ferramenta de corte segue um caminho definido, razão pela qual duas peças produzidas com uma semana de intervalo na mesma máquina saem dimensionalmente idênticas. Essa repetibilidade é o que torna os componentes de precisão CNC indispensáveis na fabricação aeroespacial, de dispositivos médicos, robótica, automotiva e eletrônica.
O que separa uma peça de “precisão” de uma peça usinada padrão não são apenas números mais restritos em um desenho – é todo o ambiente de produção: salas de máquinas com temperatura controlada, ferramentas rigidamente balanceadas, protocolos de inspeção multiponto e certificações de materiais desde o estoque bruto. Quando uma peça desempenha um papel estrutural ou funcional em uma montagem maior, a usinagem CNC de precisão é quase sempre a escolha certa.
Diferentes operações de corte atendem a diferentes geometrias, e as peças de precisão mais complexas exigem uma combinação de processos. Compreender qual operação produz qual recurso ajuda os engenheiros a escrever desenhos melhores e ajuda os compradores a fazer perguntas mais inteligentes ao adquirir peças.
O fresamento usa ferramentas de corte rotativas multiponto para remover material em superfícies planas ou contornadas, ranhuras, bolsas e furos. A fresagem de 3 eixos lida com a maioria das peças prismáticas, enquanto as fresadoras de 4 e 5 eixos podem inclinar a peça de trabalho ou o fuso para alcançar rebaixos e geometrias curvas complexas em uma única configuração — reduzindo erros de fixação que se acumulam quando uma peça precisa ser reposicionada diversas vezes.
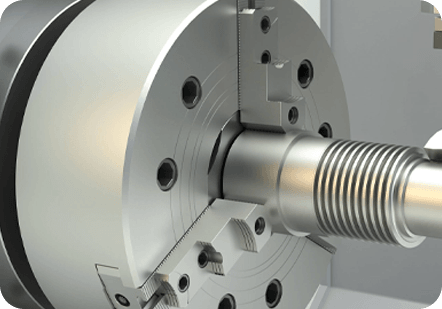
O torneamento gira a peça de trabalho contra uma ferramenta de corte estacionária, tornando-o o processo ideal para peças cilíndricas: eixos, buchas, fixadores roscados, bicos e conexões. Os centros de torneamento CNC modernos geralmente incluem ferramentas motorizadas – acessórios de fresamento e furação – para que furos cruzados, planos e rasgos de chaveta possam ser adicionados na mesma operação sem mover a peça para uma fresadora.
Tornos do tipo suíço guiam barras longas e delgadas através de uma bucha-guia posicionada muito próxima da zona de corte. Como o material é suportado logo no corte, essas máquinas alcançam arredondamento e acabamento superficial excepcionais em peças de pequeno diâmetro – como pinos médicos, implantes dentários, componentes de relógios e hastes de válvulas em miniatura. Diâmetros inferiores a 32 mm são o ponto ideal típico.
A EDM corrói o material usando faíscas elétricas controladas em vez de corte mecânico. A eletroerosão a fio corta perfis 2D complexos em aço endurecido praticamente sem forças de corte, tornando-a ideal para cavidades de moldes, conjuntos de punção e matriz e recursos de turbinas aeroespaciais que desviariam sob ferramentas convencionais. É mais lento que o fresamento, mas atinge tolerâncias de ±0,0001 polegadas em materiais duros.
Quando uma peça precisa de uma superfície plana com rugosidade superficial Ra de um dígito ou precisão dimensional submícron, a retificação da superfície substitui o fresamento. Uma roda abrasiva rotativa remove microquantidades de material em passagens medidas em milésimos de milímetro. Componentes de aço para ferramentas endurecidos e blocos padrão de precisão são candidatos típicos.
A seleção do material afeta a usinabilidade, a capacidade de tolerância final, a qualidade do acabamento superficial e o desempenho da peça. O material certo para um componente usinado com precisão depende dos requisitos mecânicos, do ambiente operacional, das metas de peso e das necessidades de pós-processamento.
| Materiais | Aplicações Típicas | Pontos fortes | Considerações |
|---|---|---|---|
| Alumínio 6061-T6 / 7075-T6 | Suportes aeroespaciais, caixas, montagens ópticas | Excelente usinabilidade, leveza, boa condutividade térmica | Dureza menor que o aço; tratamento de superfície frequentemente necessário |
| Aço Inoxidável 303/316 | Instrumentos médicos, peças de processamento de alimentos, acessórios marítimos | Resistência à corrosão, biocompatibilidade | Endurece durante o corte; requer ferramentas mais afiadas |
| Titânio Grau 5 (Ti-6Al-4V) | Fixadores aeroespaciais, implantes ortopédicos | Alta relação resistência-peso, excelente biocompatibilidade | A baixa condutividade térmica causa desgaste da ferramenta; velocidades de corte lentas necessárias |
| Latão (C360) | Corpos de válvulas, acessórios, conectores elétricos | Excelente usinabilidade, baixo atrito, resistente à corrosão | Não é adequado para funções estruturais de alta temperatura ou alta resistência |
| ESPIAR | Equipamento de manuseio de semicondutores, dispositivos médicos | Resistência química, excelentes propriedades mecânicas em temperaturas elevadas | Alto custo de materiais; requer evacuação cuidadosa de cavacos |
| Aço Carbono 4140 | Eixos, engrenagens, acessórios de ferramentas | Alta resistência, boa usinabilidade antes do endurecimento | Suscetível à corrosão; muitas vezes requer revestimento |
Dica profissional ao fazer o pedido: sempre solicite um certificado de material (também chamado de certificado de fábrica ou certificado de conformidade) com suas peças. Este documento confirma que a matéria-prima atende à composição da liga e às propriedades mecânicas especificadas – um requisito não negociável para cadeias de suprimentos aeroespaciais, médicas e de defesa.
Peças usinadas com precisão aparecem onde a falha não é uma opção ou onde as folgas de montagem são medidas em mícrons. As indústrias a seguir representam os usuários mais exigentes e de maior volume de componentes de precisão CNC.
As pás da turbina, os corpos dos atuadores, os componentes do trem de pouso e os suportes estruturais exigem tolerâncias geométricas rígidas e rastreabilidade total do material. As peças CNC aeroespaciais são normalmente usinadas a partir de ligas de alumínio de nível aeroespacial, titânio e ligas de níquel de alta temperatura. A certificação de gestão de qualidade AS9100 é o requisito básico para fornecedores deste setor.
Instrumentos cirúrgicos, implantes ortopédicos e invólucros de equipamentos de diagnóstico devem atender aos padrões de qualidade ISO 13485 e, para dispositivos implantáveis, aos requisitos completos de biocompatibilidade. As peças médicas de precisão CNC geralmente são feitas de aço inoxidável 316L ou titânio grau 5 e exigem manuseio em sala limpa, bordas sem rebarbas e rastreabilidade até os números de calor da matéria-prima.
Componentes de motor, peças de transmissão, elos de suspensão e componentes de sistema de freio dependem de usinagem CNC de precisão para consistência dimensional em altos volumes de produção. Em aplicações de automobilismo, a redução de peso empurra os materiais para o alumínio e o titânio, enquanto as tolerâncias nos furos dos rolamentos e nas sedes das válvulas são mantidas em ±0,005 mm ou melhor.
Robôs de manuseio de wafers semicondutores, dispositivos de teste de PCB e conjuntos de dissipadores de calor exigem componentes de precisão não magnéticos e dimensionalmente estáveis. Alumínio e PEEK são amplamente utilizados aqui. As tolerâncias de planicidade e paralelismo nas superfícies correspondentes são frequentemente especificadas na faixa de mícron de um dígito para garantir contato térmico adequado ou isolamento elétrico.
Articulações robóticas, carcaças de servomotores, carros de movimento linear e componentes de efetores finais são usinados com precisão para manter a precisão posicional ao longo de milhões de ciclos. Qualquer inclinação dimensional em uma junta usinada se traduz diretamente em erro de posição na ponta da ferramenta, e é por isso que os componentes CNC de precisão são fundamentais para o desempenho dos robôs industriais modernos.

Escolhendo um fornecedor para peças de usinagem CNC de precisão é uma decisão de qualidade tanto quanto uma decisão de preço. Uma cotação baixa de uma loja que não possui equipamentos ou sistemas de qualidade para manter suas tolerâncias custará mais em peças rejeitadas, atrasos e recursos do que uma cotação um pouco mais alta de um parceiro capaz. Aqui está o que observar:
A maior alavanca no custo de peças usinadas CNC de precisão é o próprio desenho. Engenheiros que entendem as restrições de usinagem podem projetar peças que são mais rápidas de produzir, mais fáceis de inspecionar e com menor probabilidade de gerar refugo — sem abrir mão de qualquer desempenho funcional.
Um dos fatores de custo mais comuns em peças de precisão é o excesso de tolerância. Se uma tolerância de ±0,050 mm for funcionalmente suficiente, indicar ±0,005 mm duplica ou triplica o tempo de usinagem e aciona etapas de inspeção adicionais. Reserve tolerâncias restritas para recursos que realmente combinem com outros componentes, suportem cargas ou criem superfícies de vedação. Todo o resto deve ter a tolerância mais frouxa que ainda funciona.
Bolsões profundos com raios de piso pequenos exigem fresas de topo de pequeno diâmetro, que são frágeis, lentas e caras para operar. Um bolsão com 50 mm de profundidade e raio de canto de 1 mm pode custar cinco vezes mais para usinar do que o mesmo bolsão com raio de canto de 3 mm. Sempre que possível, projete raios internos para corresponder aos diâmetros padrão da ferramenta e limite as relações profundidade/largura a não mais que 4:1.
Cada vez que uma peça é desfixada e reposicionada, existe o risco de erro de posicionamento acumulado. Se uma peça puder ser totalmente usinada em uma ou duas configurações em vez de quatro, ela será mais precisa, mais rápida de produzir e mais barata. Pense em como a peça será fixada ao definir recursos em múltiplas faces.
Formas de rosca fora do padrão e diâmetros de furos estranhos exigem ferramentas especiais que os maquinistas podem não ter em estoque. A padronização para tamanhos de rosca métricos comuns ou unificados (M3, M4, M6 ou #4-40, #6-32, 1/4-20) mantém os custos de ferramentas baixos e os prazos de entrega curtos. A mesma lógica se aplica a furos escareados – especificar um diâmetro de alargador padrão como 6H7 ou 8H7 evita pedidos de ferramentas personalizadas.
O alumínio usinado bruto oxida. O aço enferruja. Até o aço inoxidável pode sofrer corrosão em ambientes agressivos. O pós-processamento é onde uma peça bruta usinada se torna uma peça pronta para produção, adicionando resistência à corrosão, resistência ao desgaste, dureza ou acabamento cosmético.
Uma peça usinada com precisão é tão boa quanto a medição que confirma que está dentro da tolerância. O controle de qualidade em uma oficina de precisão CNC séria não é uma etapa final no final da produção – ele está presente em cada etapa.
Inspeção em processo usa sistemas de medição na própria máquina-ferramenta para medir recursos críticos no meio do ciclo e compensar automaticamente o desgaste da ferramenta. Isso detecta desvios antes de produzir um lote de peças fora da tolerância. A inspeção fora da máquina usa CMMs (máquinas de medição por coordenadas) para verificar geometria 3D complexa em relação ao modelo CAD original, produzindo um relatório de inspeção formal com dimensões reais versus nominais para cada recurso crítico.
Para cadeias de fornecimento regulamentadas, um pacote completo de qualidade normalmente inclui: relatórios de inspeção dimensional, certificados de materiais, inspeção de acabamento (medições de rugosidade superficial, inspeção visual de rebarbas) e um certificado de conformidade assinado por um engenheiro de qualidade. Alguns contratos também exigem dados de controle estatístico de processo (SPC) que mostrem que o processo de produção é estável durante toda a execução - e não apenas que um punhado de peças de amostra estava dentro da tolerância.
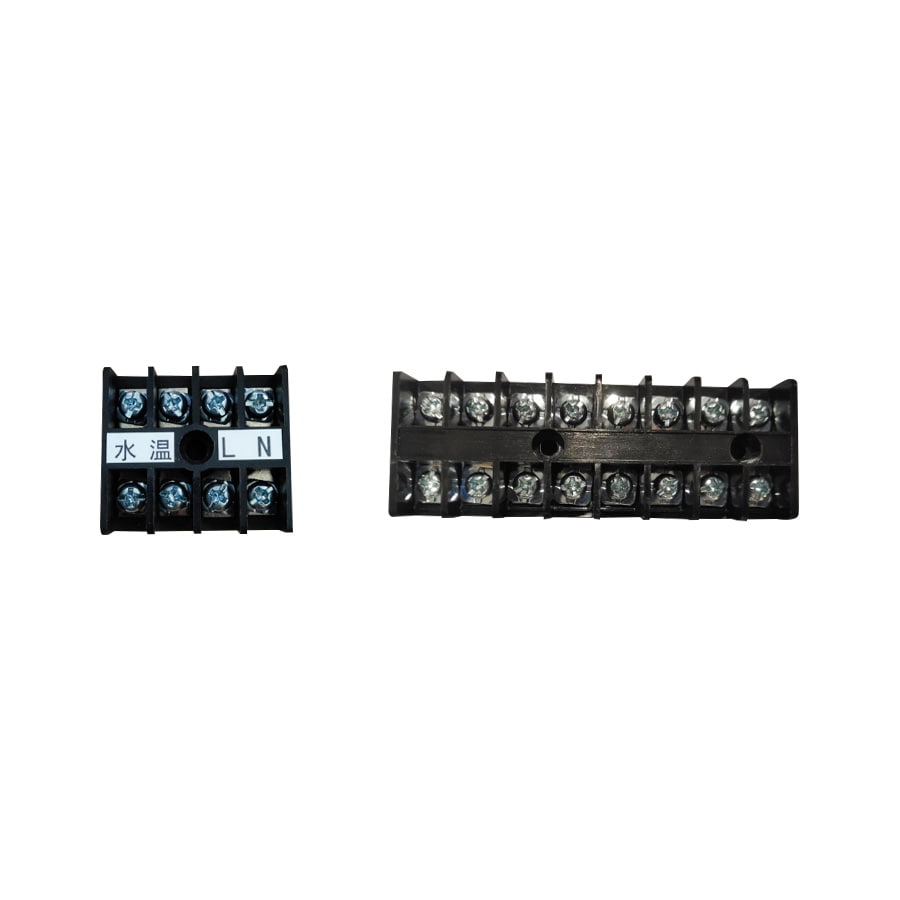
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025