2026-06-01
2026-06-01 Peças metálicas usinadas CNC são a espinha dorsal da fabricação de precisão em praticamente todos os setores — desde discos de turbinas aeroespaciais e implantes médicos até corpos de válvulas hidráulicas e gabinetes de produtos eletrônicos de consumo. A usinagem por controle numérico computadorizado (CNC) remove material de uma peça de metal sólido usando ferramentas de corte controladas com precisão, produzindo peças com precisão dimensional, qualidade de acabamento superficial e repetibilidade que nenhum outro processo de fabricação iguala consistentemente. Esteja você projetando componentes metálicos CNC personalizados pela primeira vez ou otimizando um programa de produção existente, entender como a seleção de materiais, as escolhas de projeto, as tolerâncias e o acabamento superficial interagem determinará se as peças acabadas funcionam conforme o esperado e se o custo de produção delas é competitivo. Este guia cobre todas essas dimensões em detalhes práticos e focados na aplicação.
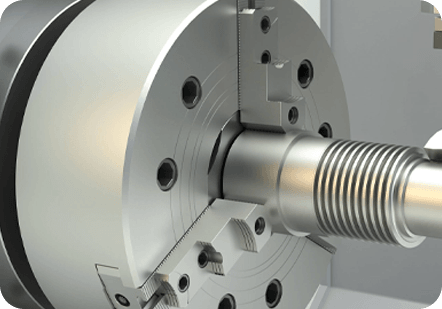
A usinagem CNC abrange vários processos distintos de remoção de material – fresamento, torneamento, furação, mandrilamento, rosqueamento e retificação – todos controlados por programas numéricos que traduzem a geometria CAD 3D em caminhos de ferramentas precisos executados por eixos de máquina servo-acionados. A característica definidora que separa as peças metálicas usinadas CNC das peças fundidas, forjadas ou de fabricação aditiva é que o material é subtraído a partir de um tarugo sólido, barra ou peça bruta em formato quase final para produzir a geometria final. O processo começa com uma forma de matéria-prima maior que a peça acabada, e as ferramentas de corte retiram tudo o que não faz parte da peça.
As fresadoras CNC usam fresas de topo rotativas com múltiplos canais, fresas de facear e brocas para produzir recursos prismáticos - bolsões, ranhuras, furos, rebaixos, perfis e faces planas - em peças fixadas em uma morsa ou acessório. As fresas de 3 eixos fornecem movimento linear X, Y e Z; As máquinas de 4 e 5 eixos adicionam eixos rotativos que permitem o corte de recursos multifacetados complexos em uma única configuração. Os centros de torneamento CNC giram a peça de trabalho enquanto ferramentas de corte estacionárias ou ativas moldam o DE, perfuram o DI, enfrentam as extremidades e cortam roscas - produzindo as características cilíndricas e cônicas características de eixos, buchas, conectores roscados e carretéis de válvula. Muitos centros de usinagem CNC modernos combinam fresamento e torneamento em uma única máquina – centros de torneamento-fresamento ou tornos multitarefa – completando todos os recursos de peças rotacionais complexas sem configurações intermediárias.
Peças metálicas usinadas em CNC de precisão alcançam rotineiramente tolerâncias dimensionais lineares de ±0,025 mm (±0,001 polegada) na produção padrão e ±0,005 mm ou mais estreitas para recursos retificados ou lapidados com precisão. Valores de rugosidade superficial de Ra 0,8 µm (32 µin) são padrão com fresamento de acabamento; retificação e brunimento atingem Ra 0,2 µm ou melhor para superfícies de rolamento e vedação. Esses níveis de desempenho, combinados com a capacidade de produzir praticamente qualquer geometria que um projetista possa conceber, explicam por que a usinagem CNC domina a produção de peças de precisão, desde o protótipo até as quantidades de produção.
A escolha do metal para peças usinadas CNC afeta todas as variáveis posteriores: usinabilidade, tolerância alcançável, qualidade do acabamento superficial, opções de tratamento térmico pós-usinagem, desempenho contra corrosão e, em última análise, custo da peça. Cada uma das principais famílias de metais usadas na usinagem CNC possui perfis distintos.
O alumínio é o metal mais usinado na produção CNC de precisão, e por um bom motivo. Sua classificação de usinabilidade é significativamente maior que a do aço ou do titânio – as ligas de alumínio podem ser cortadas de duas a cinco vezes mais rápido que o aço inoxidável, reduzindo drasticamente o tempo e o custo de usinagem. O alumínio 6061-T6 é o tipo padrão para uso geral: excelente usinabilidade, boa resistência à corrosão, resistência moderada (resistência à tração ~310 MPa) e ampla compatibilidade de acabamento superficial, incluindo anodização, jateamento e revestimento em pó. O alumínio 7075-T6 oferece maior resistência (~572 MPa de tração) para componentes estruturais aeroespaciais e de defesa a um custo modesto. Para montagens ópticas, caixas eletrônicas, dissipadores de calor, componentes pneumáticos e suportes estruturais, as peças usinadas em alumínio CNC oferecem a melhor combinação de desempenho por dólar de qualquer metal.
Peças usinadas CNC de aço inoxidável são especificadas sempre que são necessárias resistência à corrosão, resistência a temperaturas elevadas ou conformidade com contato com alimentos/farmacêuticos. O aço inoxidável 303 é a classe de usinagem livre – as adições de enxofre melhoram a quebra de cavacos e reduzem o desgaste da ferramenta ao custo de uma resistência à corrosão ligeiramente reduzida; é apropriado para eixos, fixadores e componentes estruturais não críticos. O aço inoxidável 316L oferece resistência superior à corrosão (especialmente a cloretos e ácidos) e é o material padrão para componentes de dispositivos médicos, equipamentos de processamento de alimentos, acessórios marítimos e hardware de processos químicos. O aço inoxidável 17-4 PH pode ser endurecido por precipitação até ~1.170 MPa de resistência à tração, mantendo boa resistência à corrosão, tornando-o um material robusto em aplicações aeroespaciais, de defesa e de petróleo e gás. Máquinas de aço inoxidável com aproximadamente metade da velocidade do alumínio — esperam tempos de ciclo mais longos e custos de ferramentas mais elevados em relação às peças de alumínio de complexidade equivalente.
O titânio oferece a melhor relação resistência-peso de qualquer metal comumente usinado - Ti-6Al-4V (Grau 5) atinge ~950 MPa de tração a uma densidade de apenas 4,43 g/cm³, aproximadamente 60 por cento da densidade do aço com resistência semelhante ou superior. Sua biocompatibilidade o torna o material padrão para implantes ortopédicos, componentes odontológicos e instrumentos cirúrgicos. Componentes estruturais aeroespaciais, peças de motores de corrida e equipamentos esportivos de alto desempenho também geram grandes volumes de peças usinadas CNC de titânio. As desvantagens são significativas: o titânio tem baixa condutividade térmica, fazendo com que o calor se concentre na aresta de corte em vez de se dissipar em cavacos, o que acelera o desgaste da ferramenta. Ele também endurece durante a usinagem se os parâmetros de corte estiverem incorretos. As peças de titânio exigem ferramentas de metal duro, alta pressão de refrigeração, avanços e velocidades conservadoras e programadores experientes - tudo isso se traduz em custo por peça mais alto do que o alumínio ou o aço-carbono.
Os aços carbono e ligas são a espinha dorsal dos componentes mecânicos usinados em CNC – engrenagens, eixos, carcaças, ferramentas e membros estruturais onde resistência absoluta, tenacidade e eficiência de custos são prioridades. O aço macio 1018 é facilmente usinado e é usado para suportes e acessórios de baixa tensão. O aço cromolítico 4140 é a classe estrutural padrão — tratável termicamente em uma ampla gama de níveis de dureza, com boa usinabilidade na condição recozida, excelente tenacidade após tratamento térmico e ampla disponibilidade em barras e chapas. Os aços para ferramentas A2 e D2 são usinados no estado recozido e endurecidos após a usinagem para ferramentas de corte, matrizes e componentes de desgaste. O custo da matéria-prima do aço é o mais baixo de qualquer metal de engenharia, o que compensa sua velocidade de usinagem mais lenta em comparação com o alumínio para aplicações de alto volume.
O latão de usinagem livre C360 tem a classificação de usinabilidade mais alta de qualquer metal – geralmente avaliada em 100% (a referência com a qual todos os outros metais são comparados) – e produz os cavacos mais curtos e controláveis de qualquer material. Peças usinadas CNC de latão são padrão em acessórios de encanamento, conectores elétricos, componentes de instrumentação e ferragens decorativas. O cobre-berílio (C172) funciona razoavelmente bem e pode ser endurecido por envelhecimento até obter dureza com qualidade de mola, mantendo boa condutividade elétrica - usado para contatos elétricos, molas e ferramentas de precisão anti-faíscas. O custo superior do latão e do cobre em relação ao aço limita seu uso a aplicações onde suas propriedades específicas são exigidas.
A tabela abaixo resume a usinabilidade relativa, a tolerância típica alcançável e o custo relativo por peça para os metais mais comumente usinados em CNC, ajudando os engenheiros a tomar decisões rápidas na seleção de materiais.
| Metal/Grau | Classificação de usinabilidade | Tolerância Típica (Padrão) | Custo relativo da peça | Aplicações Comuns |
|---|---|---|---|---|
| Alumínio 6061-T6 | Excelente | ±0,025 mm | Baixo | Carcaças, suportes, dissipadores de calor, estruturas aeroespaciais |
| Alumínio 7075-T6 | Muito bom | ±0,025 mm | Baixo–Medium | Suportes estruturais aeroespaciais para alta carga |
| Aço inoxidável 303 | Bom | ±0,025 mm | Médio | Eixos, fixadores, componentes de instrumentos |
| Aço inoxidável 316L | Moderado | ±0,025 mm | Médio–High | Dispositivos médicos, marítimos, processamento de alimentos |
| Aço 4140 (recozido) | Bom | ±0,025 mm | Baixo–Medium | Engrenagens, eixos, componentes estruturais |
| Titânio Ti-6Al-4V | Difícil | ±0,025 mm | Alto | Aeroespacial, implantes médicos, esportes de alto rendimento |
| Latão C360 | Excelente | ±0,025 mm | Médio | Acessórios, conectores, instrumentação |
| Inconel 718 | Muito difícil | ±0,05 mm | Muito alto | Peças de motores a jato, componentes industriais de alta temperatura |
A especificação de tolerância é uma das decisões mais importantes que um engenheiro toma ao projetar peças metálicas usinadas em CNC – e uma das fontes mais comuns de custos desnecessários. Uma tolerância define a variação permitida de uma dimensão nominal: um furo especificado como 20,00 mm ±0,025 mm significa que a dimensão final pode medir qualquer lugar entre 19,975 mm e 20,025 mm e ainda assim ser aceitável. Cada dimensão em uma peça usinada CNC carrega uma tolerância, seja explicitamente indicada ou aplicada implicitamente por meio de um padrão de tolerância geral referenciado no bloco de título do desenho.
O padrão de tolerância geral mais amplamente referenciado para peças metálicas usinadas CNC é o ISO 2768. A classe média (ISO 2768-m) define tolerâncias lineares gerais de ±0,1 mm para dimensões entre 30–120 mm e ±0,15 mm para dimensões entre 120–400 mm. A classe fina (ISO 2768-f) aperta-os para ±0,05 mm e ±0,1 mm, respectivamente. Esses são os padrões corretos para a maioria das peças mecânicas CNC onde os recursos não precisam ser combinados com folgas de precisão. Tolerâncias mais rígidas só devem ser aplicadas em dimensões específicas onde a função realmente as exige – ajustes, superfícies de contato, assentos de rolamento, superfícies de vedação e recursos de posicionamento.
O impacto nos custos do aumento da tolerância não é linear e é significativo. As dimensões de tolerância padrão são usinadas em uma passagem normal de produção sem atenção especial. O aperto de ±0,1 mm a ±0,025 mm pode duplicar ou triplicar o tempo de usinagem para esse recurso — exigindo passes de acabamento, ferramentas especializadas e medição durante o processo. O aperto a ±0,005 mm normalmente requer operações de retificação ou brunimento após a usinagem, aumentando potencialmente o custo desse recurso em cinco a dez vezes. A disciplina de engenharia de aplicar a tolerância mais flexível que atenda aos requisitos funcionais — e não a mais rígida possível — é uma das práticas de redução de custos de maior retorno no projeto de peças CNC.
GD&T (de acordo com ASME Y14.5 ou ISO 1101) vai além das tolerâncias lineares para definir a variação permitida na forma, orientação, localização e desvio de recursos em relação aos pontos de referência. Para componentes metálicos de precisão usinados em CNC, as legendas GD&T para planicidade, perpendicularidade, posição real e cilindricidade comunicam os requisitos funcionais com mais precisão do que apenas as tolerâncias de coordenadas e muitas vezes permitem tolerâncias de coordenadas mais amplas, garantindo ao mesmo tempo o ajuste da montagem. Os maquinistas e programadores CMM trabalham diretamente com chamadas de GD&T durante a produção e inspeção — garantem que os desenhos sejam inequívocos e façam referência à versão correta do padrão ASME ou ISO para evitar disputas de interpretação durante a qualificação do fornecedor.

As peças metálicas CNC usinadas apresentam marcas de ferramenta visíveis - normalmente cúspides paralelas ao caminho da ferramenta - e uma rugosidade superficial determinada pela geometria da ferramenta, taxa de avanço e parâmetros de corte usados. Os valores de Ra usinados normalmente ficam entre 0,8 µm e 3,2 µm para superfícies fresadas, o que é adequado para a maioria das aplicações estruturais e mecânicas. Quando a aparência, a resistência à corrosão, a resistência ao desgaste ou a energia superficial específica são necessárias, são aplicados tratamentos de superfície pós-usinagem.
A anodização é um processo eletroquímico que converte a camada superficial do alumínio em óxido de alumínio, criando uma camada dura, resistente à corrosão e eletricamente isolante, integral ao metal base. A anodização tipo II produz camadas de 5–25 µm de espessura e é o acabamento cosmético e resistente à corrosão padrão para peças CNC de alumínio – disponível em cores transparentes (naturais) ou em uma ampla gama de cores de corantes. A anodização dura tipo III (revestimento duro) produz camadas de 25–100 µm com dureza Rockwell de ~65 HRC, proporcionando excepcional resistência ao desgaste para superfícies deslizantes e de rolamento. A anodização adiciona alteração mínima de dimensão (normalmente metade da espessura da camada é adicionada à superfície; a outra metade substitui o metal base), que deve ser considerada em características de tolerância restrita por meio de pré-usinagem ligeiramente subdimensionada nas áreas anodizadas.
Galvanoplastia deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
A passivação remove ferro livre e compostos de ferro da superfície do aço inoxidável por imersão em soluções de ácido nítrico ou cítrico, permitindo a formação de uma camada uniforme e passiva de óxido de cromo. Isto aumenta a resistência inerente à corrosão do aço inoxidável sem adicionar material à superfície – as dimensões passivadas permanecem efetivamente inalteradas. A passivação é uma prática padrão para peças usinadas CNC de aço inoxidável em aplicações médicas, de processamento de alimentos, farmacêuticas e marítimas, e normalmente é exigida pela ASTM A967 ou ASTM A380 em indústrias regulamentadas.
O revestimento em pó aplica eletrostaticamente pó de polímero seco a superfícies metálicas, que é então curado em um forno para formar um acabamento decorativo durável e resistente a impactos, disponível em milhares de cores e texturas. O revestimento em pó adiciona 50–100 µm de espessura e não deve ser especificado em superfícies com tolerâncias restritas sem mascaramento ou usinagem pós-revestimento. É comumente usado em peças usinadas CNC de alumínio e aço onde a aparência e a resistência à corrosão são necessárias – carcaças de equipamentos, painéis, estruturas estruturais e gabinetes de produtos de consumo.
O jateamento de esferas impulsiona esferas de vidro na superfície da peça sob pressão de ar, criando uma textura uniforme, fosca e acetinada, deformando os picos da superfície sem remover material significativo. O processo elimina marcas direcionais da ferramenta no fresamento, criando uma aparência visual consistente em todas as superfícies, independentemente da direção do caminho da ferramenta. Peças usinadas CNC jateadas são comumente usadas como acabamento final em caixas e painéis de alumínio, ou como uma etapa de preparação antes da anodização ou revestimento em pó para garantir uma aparência de acabamento uniforme na peça final.
A maior parte do custo de uma peça de metal usinada CNC é determinada antes do primeiro cavaco ser cortado – ele é determinado por decisões de projeto sobre geometria, tolerâncias, material e o número de configurações necessárias para concluir a peça. A análise de projeto para capacidade de fabricação (DFM) durante a fase de projeto reduz rotineiramente o custo de usinagem em 15 a 40 por cento e reduz significativamente os prazos de entrega sem comprometer a funcionalidade da peça.
As aplicações de componentes metálicos usinados CNC abrangem praticamente todos os setores da indústria moderna, mas diversas indústrias são usuários particularmente intensivos de peças metálicas usinadas com precisão devido aos seus requisitos de desempenho e ambientes regulatórios.
As peças usinadas CNC aeroespaciais - suportes estruturais, componentes do motor, acessórios do trem de pouso, coletores hidráulicos, carcaças de sensores - são produzidas em superligas de alumínio, titânio e níquel com as tolerâncias mais rígidas e os mais rigorosos requisitos de qualidade de qualquer setor. A certificação do sistema de qualidade AS9100, a inspeção do primeiro artigo (FAI) de acordo com AS9102 e a rastreabilidade do material desde o certificado da fábrica até a peça acabada são requisitos padrão. A usinagem CNC multieixos e 5 eixos é padrão para componentes estruturais complexos; algumas peças aeroespaciais de titânio e Inconel têm taxas de compra para voo de 10:1 ou superiores (10 kg de matéria-prima usinada para produzir uma peça acabada de 1 kg), tornando a seleção de materiais e a eficiência de usinagem fatores críticos de custos.
Implantes ortopédicos (substituições de articulações, placas ósseas, parafusos), instrumentos cirúrgicos, componentes odontológicos e caixas de equipamentos de diagnóstico são categorias principais de peças metálicas usinadas CNC médicas. Titânio e aço inoxidável 316L são os materiais dominantes. A certificação do sistema de qualidade ISO 13485 é necessária para a fabricação por contrato de dispositivos médicos. O acabamento superficial é uma variável crítica de desempenho para implantes — valores Ra de 0,1–0,2 µm ou melhores são especificados para superfícies articuladas para minimizar a geração de detritos de desgaste, exigindo retificação de acabamento ou eletropolimento após usinagem CNC.
A produção automotiva de alto volume utiliza a usinagem CNC principalmente para componentes que exigem uma precisão que a fundição ou o forjamento por si só não conseguem alcançar – cabeçotes e blocos de cilindros de motores (usinagem de acabamento de furos, faces e furos roscados), caixas de transmissão, corpos de pinças e eixos de precisão. As aplicações automotivas de automobilismo e desempenho usam quase exclusivamente peças de metal usinadas em CNC - bielas de titânio, montantes e componentes de suspensão de alumínio, coletores de admissão de alumínio e cubos de roda de precisão são exemplos. A certificação do sistema de qualidade IATF 16949 e a documentação PPAP (Processo de aprovação de peças de produção) são padrão nas cadeias de fornecimento de produção automotiva.
Ferramentas de perfuração de fundo de poço, componentes de cabeça de poço, corpos de válvulas, blocos de manifold e acessórios para vasos de pressão na indústria de petróleo e gás exigem torneamento e fresamento CNC de grande diâmetro em ligas de alta resistência, incluindo aço 4140, Inconel e aço inoxidável Duplex. Os componentes estão sujeitos a pressões extremas, ambientes corrosivos e ciclos de temperatura que exigem desempenho do material e precisão dimensional. Os requisitos de qualificação de material NACE MR0175/ISO 15156 para ambientes de serviço ácido (H₂S) restringem os materiais permitidos e os estados de tratamento térmico para muitos componentes de fundo de poço.
Peças usinadas CNC de alumínio e aço inoxidável de precisão são padrão em equipamentos essenciais de semicondutores - braços robóticos para manuseio de wafers, componentes de câmara de vácuo, estágios de precisão e acessórios de metrologia. Planicidade, paralelismo e tolerâncias posicionais na faixa de ±0,005 mm são comuns para peças de equipamentos semicondutores. Os alumínios 6061-T6 e 7075-T6 são padrão, com anodização rígida proporcionando as superfícies resistentes ao desgaste necessárias para a vida útil dos componentes robóticos. Caixas de eletrônicos de consumo – chassis de laptop, estruturas de telefone, caixas de alto-falantes – também são produzidas em grandes volumes em alumínio usinado CNC, com acabamentos jateados e anodizados, proporcionando a aparência premium que o mercado espera.
Seja adquirindo protótipos de peças usinadas CNC ou qualificando um fornecedor para volumes de produção, o mesmo conjunto de atributos de capacidade e qualidade determina se um fornecedor de usinagem pode produzir peças de maneira confiável de acordo com suas necessidades.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025