2026-04-21
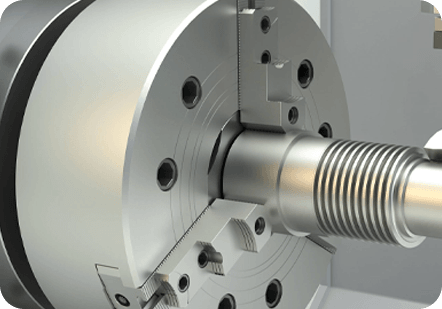
2026-04-21 Um eixo de motor de precisão é o componente giratório central de um motor elétrico – a haste cilíndrica que transmite torque do rotor do motor para a carga acionada. Embora essa descrição pareça direta, a palavra “precisão” tem um enorme peso de engenharia. O eixo de um motor de precisão não é simplesmente uma haste de aço torneada; é um componente cuidadosamente dimensionado, com acabamento superficial e tolerância controlada, cuja precisão geométrica determina diretamente o desempenho do motor, quanto tempo ele dura e se o sistema que ele aciona opera de maneira confiável.
Em aplicações de baixa precisão, as imprecisões do eixo podem ser mascaradas por acoplamentos flexíveis ou absorvidas por sistemas de montagem compatíveis. Mas em motores de alta velocidade, servoacionamentos, dispositivos médicos, atuadores aeroespaciais e instrumentação de precisão, até mesmo desvios de nível micrométrico no diâmetro do eixo, desvio ou acabamento superficial se traduzem diretamente em vibração, desgaste de rolamentos, perda de potência, ruído e falha prematura. A lacuna entre um eixo de motor comum e um eixo de motor de precisão não é apenas uma questão de números mais restritos em um desenho – ela reflete processos de fabricação, práticas de metrologia e critérios de seleção de materiais fundamentalmente diferentes.
Este artigo aborda tudo o que engenheiros, especialistas em compras e projetistas de produtos precisam entender sobre eixos de motores de precisão — desde seleção de materiais e métodos de fabricação até padrões de tolerância, tratamento de superfície e análise de falhas.
A seleção de materiais é a base de eixo do motor de precisão desempenho. O material escolhido deve satisfazer vários requisitos concorrentes simultaneamente: resistência suficiente para transmitir o torque nominal sem escoamento, dureza adequada para resistir ao desgaste superficial nas interfaces de rolamento e acoplamento, usinabilidade que permite que tolerâncias rigorosas sejam alcançadas economicamente e, em muitos casos, resistência à corrosão, temperaturas extremas ou interferência magnética.
Aços de médio carbono, como AISI 1045, e aços de baixa liga, como AISI 4140 e 4340, são os cavalos de batalha da produção de eixos de motores de precisão. AISI 1045 oferece um bom equilíbrio entre resistência, tenacidade e usinabilidade na condição normalizada ou temperada e revenida, tornando-o adequado para eixos de motores industriais de uso geral na faixa de potência de pequena a média. AISI 4140 — um aço de liga de cromo-molibdênio — oferece resistência à tração significativamente maior, melhor resistência à fadiga e melhor temperabilidade, tornando-o a escolha preferida para eixos sujeitos a cargas combinadas de flexão e torção em acionamentos industriais exigentes. O AISI 4340 avança ainda mais na escala de resistência e é usado onde é necessária a máxima tenacidade do núcleo juntamente com alta dureza superficial, como em eixos de motores aeroespaciais e aplicações de servo de alto ciclo.
Onde a resistência à corrosão é um requisito primário — equipamentos de processamento de alimentos, motores marítimos, dispositivos médicos, sistemas de manuseio de produtos químicos — os eixos do motor em aço inoxidável são a solução padrão. O aço inoxidável grau 303 oferece boa usinabilidade, mas menor resistência e resistência à corrosão do que outros tipos. O grau 316 oferece resistência superior à corrosão em ambientes com cloreto e é frequentemente especificado para aplicações marítimas e químicas. Os aços inoxidáveis martensíticos, como 17-4 PH (endurecidos por precipitação), combinam alta resistência com boa resistência à corrosão e podem ser endurecidos de acordo com requisitos exigentes de dureza superficial, tornando-os uma escolha premium para eixos de precisão de alto desempenho em ambientes corrosivos.
As ligas de titânio - especialmente Ti-6Al-4V - são especificadas para eixos de motores de precisão em aplicações aeroespaciais, de defesa e de automobilismo de alto desempenho, onde a redução de peso é um fator crítico no projeto. A relação resistência/peso do titânio é excepcional e sua resistência natural à corrosão elimina a necessidade de revestimentos de superfície na maioria dos ambientes. A desvantagem é o custo do material significativamente mais alto e os requisitos de usinagem mais exigentes, já que a baixa condutividade térmica do titânio e a tendência ao endurecimento exigem uma seleção cuidadosa da ferramenta, parâmetros de corte conservadores e aplicação abundante de refrigerante durante a usinagem.
Em motores usados em equipamentos de ressonância magnética, codificadores magnéticos ou instrumentos científicos de precisão, a permeabilidade magnética do material do eixo deve ser minimizada para evitar interferência com o sistema eletromagnético. Aços inoxidáveis austeníticos (como 316L), certas ligas de alumínio e ligas de titânio são opções não magnéticas usadas nessas aplicações especializadas de eixos de motores de precisão. A certificação cuidadosa dos materiais e os testes de permeabilidade são práticas padrão nestes setores.
A especificação de tolerância é o que separa um eixo de motor de precisão de uma peça torneada comercial. Os eixos do motor interagem com vários componentes correspondentes – rolamentos, acoplamentos, engrenagens, polias, vedações e laminações do rotor – cada um dos quais impõe seus próprios requisitos dimensionais e geométricos ao eixo. Atender tudo isso simultaneamente, com precisão em nível de mícron, em todo o comprimento do eixo é o principal desafio da fabricação de eixos de precisão.
Os assentos dos rolamentos são as zonas com tolerância mais crítica em qualquer eixo de motor de precisão. Os rolamentos de elementos rolantes exigem um ajuste interferente no eixo para evitar deformação do anel interno sob carga - mas muita interferência corre o risco de rachar o anel interno durante a montagem ou gerar pré-carga excessiva que reduz a vida útil do rolamento. Os ajustes do sistema de tolerância ISO, como k5, m5 e n5 (para interferência leve a pesada), são padrão para diâmetros de munhão de rolamento, com tolerâncias de diâmetro reais normalmente na faixa de ±2,5 a ±8 micrômetros, dependendo do diâmetro do eixo e do tipo de rolamento. Alcançar essas tolerâncias de forma consistente na produção requer retificação cilíndrica em vez de torneamento isolado.
O desvio total indicado (TIR) — a variação total na posição da superfície do eixo em relação ao verdadeiro eixo rotacional — é talvez o parâmetro geométrico mais crítico em um eixo de motor de precisão. O desvio na zona de montagem do rotor causa desequilíbrio eletromagnético; a excentricidade nas interfaces do acoplamento causa vibração e desgaste do acoplamento; a excentricidade nos mancais do rolamento causa carregamento dinâmico que reduz exponencialmente a vida útil do rolamento. Para motores de alta velocidade acima de 3.000 RPM, o desvio do eixo nos munhões do rolamento é normalmente especificado em 5 micrômetros TIR ou melhor. Para servomotores de precisão e motores de fuso, especificações de desvio de 1–2 micrômetros não são incomuns.
Um eixo que não seja reto vibrará na frequência de rotação, independentemente de quão bem esteja equilibrado. A tolerância de retilineidade em eixos de motores de precisão — expressa como um desvio máximo de uma linha reta perfeita em todo o comprimento do eixo — é normalmente especificada em 0,01 a 0,05 mm por 300 mm de comprimento de eixo para motores industriais e 0,005 mm ou melhor para aplicações de servo e fuso de alta precisão. A cilindricidade – a combinação de circularidade, retilineidade e conicidade de uma superfície cilíndrica – é igualmente importante em zonas de rolamentos onde qualquer condição fora de circularidade gera vibração em frequências proporcionais ao número de elementos de rolo por revolução.
A rugosidade da superfície nos mancais do rolamento é especificada em valores de Ra (rugosidade média aritmética), normalmente Ra 0,4 a Ra 0,8 µm para eixos de motores industriais padrão e Ra 0,1 a Ra 0,4 µm para servos de precisão e motores de fuso de alta velocidade. Nas zonas de contato da vedação, a rugosidade da superfície deve estar dentro de uma faixa estreita – se for muito áspera, o lábio da vedação se desgastará prematuramente; muito liso e a película lubrificante se rompe. A maioria dos fabricantes de vedações especifica um acabamento superficial de Ra 0,2 a Ra 0,8 µm com uma direção de assentamento específica (circunferencial em vez de axial) nas superfícies de contato da vedação.
Alcançar as tolerâncias descritas acima requer um processo de fabricação cuidadosamente sequenciado, no qual cada operação se baseia na última e o estado térmico e mecânico da peça é gerenciado durante todo o processo. Uma sequência típica de fabricação de eixo de motor de precisão envolve vários estágios, cada um com uma finalidade específica.
A produção de eixos de motores de precisão começa com barras verificadas ou forjamento – certificações de materiais que confirmam a composição química, propriedades mecânicas e resultados de inspeção ultrassônica são padrão em aplicações aeroespaciais e médicas. A operação inicial de torneamento em um torno CNC remove a maior parte do excesso de material, estabelece as zonas de diâmetro maior e usina furos centrais em cada extremidade. Esses furos centrais são a referência para todas as operações de retificação subsequentes e devem ser posicionados e formados com precisão – um furo central danificado ou excêntrico propaga erros geométricos em todos os processos posteriores.
Para eixos que exigem dureza superficial em munhões de rolamento ou zonas de chaveta — a maioria dos eixos de motores de precisão — o tratamento térmico segue o torneamento em desbaste. O endurecimento total (têmpera e revenimento) melhora a resistência e a tenacidade do núcleo. Processoos de endurecimento, como cementação, carbonitretação ou endurecimento por indução, criam uma camada superficial dura (normalmente 58–62 HRC) sobre um núcleo tenaz, proporcionando excelente resistência ao desgaste e vida à fadiga em interfaces críticas sem tornar todo o eixo frágil. O endurecimento por indução é particularmente comum em eixos de motores de precisão porque pode ser aplicado seletivamente em zonas de diâmetro específico com distorção mínima – embora qualquer tratamento térmico cause alguma distorção no eixo que deve ser considerada nas tolerâncias de retificação subsequentes.
A retificação cilíndrica — entre centros e sem centro — é a operação que atinge as tolerâncias finais de diâmetro, acabamento superficial e precisão geométrica em um eixo de motor de precisão. A retificação entre centros, onde o eixo é apoiado em seus furos centrais de referência e girado contra um rebolo, é preferida para obter as especificações de excentricidade e concentricidade mais rigorosas porque todos os diâmetros são retificados a partir de um referência comum. O processo de retificação remove apenas 0,05 a 0,3 mm de material em passagens cuidadosamente controladas, com dressagem do rebolo, medição durante o processo e gerenciamento de refrigeração, tudo contribuindo para alcançar resultados consistentes em um lote de produção.
Depois que a retificação estabelece os diâmetros primários, os recursos secundários — rasgos de chaveta, furos cruzados, furos de extremidade roscados, estrias e planos — são usinados usando operações de fresamento, brochamento ou fresamento. A sequência é importante: as peças cortadas após a retificação evitam a introdução de distorções térmicas e mecânicas que exigiriam uma retificação, mas devem ser posicionadas com precisão em relação aos diâmetros já retificados. A tolerância da posição da chaveta em relação à linha central do eixo é normalmente controlada dentro de ±0,05 mm ou melhor em eixos de motor de precisão para garantir o alinhamento adequado da chaveta e do acoplamento.
Os eixos dos motores de precisão são 100% inspecionados de acordo com suas especificações de desenho antes do envio na maioria das aplicações de precisão. Os métodos de inspeção incluem medição com micrômetro de bancada e medidor de ar para tolerâncias de diâmetro, medição CMM (máquina de medição por coordenadas) para tolerâncias geométricas e posições de recursos, verificações de excentricidade de bloco V e relógio comparador e medição de perfilômetro de superfície para valores Ra. Para poços aeroespaciais e médicos, são necessários relatórios dimensionais completos com valores de medição reais — e não apenas resultados de aprovação/reprovação — para registros de rastreabilidade.

Além do material base e da geometria usinada, os tratamentos de superfície aplicados aos eixos de motores de precisão podem melhorar significativamente seu desempenho em ambientes operacionais específicos. O tratamento de superfície correto prolonga a vida útil do eixo, reduz o atrito, evita a corrosão e, em alguns casos, permite que o eixo atenda às especificações que o material de base sozinho não consegue atingir.
| Tratamento | Process | Principal benefício | Aplicação Típica |
| Cromagem Dura | Eletrodeposição de cromo | Alta dureza superficial, resistência ao desgaste e à corrosão | Motores hidráulicos, acionamentos marítimos |
| Níquel eletrolítico | Deposição química de níquel | Revestimento uniforme, resistência à corrosão, dureza moderada | Processamento de alimentos, motores químicos |
| Óxido Negro | Revestimento de conversão química | Leve resistência à corrosão, reduz o reflexo da luz | Motores industriais em geral |
| Nitrocarbonetação (Ferrítica) | Difusão de N e C na superfície | Camada de composto duro, resistência à fadiga e ao desgaste | Servomotores e motores de tração de alto ciclo |
| Revestimento DLC | Carbono tipo diamante PVD/CVD | Dureza extrema, coeficiente de atrito muito baixo | Fusos de precisão aeroespaciais de alta velocidade |
| Fosfatização | Conversão química de fosfato | Melhora a adesão da pintura, proteção leve contra corrosão | Uso geral, proteção de armazenamento |
Uma consideração crítica com qualquer revestimento de superfície em um eixo de motor de precisão é o impacto dimensional. O revestimento de cromo duro e o níquel sem eletrólito adicionam espessura mensurável à superfície do eixo - normalmente 0,005 a 0,05 mm por lado - o que deve ser contabilizado pela retificação do eixo antes do revestimento e, em seguida, retificação pós-revestimento ou lapidação até as dimensões finais. Tratamentos de difusão como nitrocementação e nitrocementação ferrítica adicionam alterações dimensionais mínimas (normalmente menos de 0,002 mm) e, portanto, geralmente não requerem retificação pós-tratamento.
Os eixos dos motores de precisão não são simples cilindros uniformes. Eles incorporam uma série de recursos projetados que atendem a propósitos funcionais específicos e cuja geometria deve ser cuidadosamente controlada durante a fabricação.
Os mancais dos rolamentos são as zonas do eixo onde os elementos rolantes ou os mancais lisos são montados. Eles são retificados com tolerâncias de diâmetro precisas (normalmente ajustes ISO h5, k5 ou m5), valores de rugosidade de superfície específicos e especificações rigorosas de cilindricidade e desvio. Ressaltos adjacentes aos munhões do rolamento fornecem localização axial para o anel interno do rolamento. O raio do ombro deve ser cuidadosamente controlado – um raio muito agudo cria uma concentração de tensão que inicia a fissuração por fadiga; um raio muito grande impede que o anel interno do rolamento assente totalmente na face do ressalto.
As chavetas são ranhuras retangulares usinadas no eixo para aceitar uma chaveta que trava uma engrenagem, polia ou acoplamento ao eixo para transmissão de torque. As tolerâncias de largura e profundidade da chaveta, a posição relativa à linha central do eixo e o acabamento superficial nos flancos da chaveta afetam a segurança e a vida útil da junta de chaveta. As estrias — essencialmente múltiplas chavetas dispostas ao redor da circunferência do eixo — são usadas onde é necessária transmissão de torque mais alta, autocentragem ou engate deslizante. As estrias envolventes são a forma mais comum em eixos de motores de precisão e são fresadas ou retificadas de acordo com perfis de dente padrão DIN ou ANSI.
Muitos eixos de motores de precisão incorporam seções roscadas em uma ou ambas as extremidades para rolamentos retidos por porca, montagem de codificador ou fixação de ventilador. A qualidade da rosca – classe de ajuste, precisão do passo e acabamento superficial nos flancos da rosca – afeta a força de fixação alcançável e a resistência à fadiga da rosca sob vibração. Para aplicações críticas no eixo do motor, as roscas laminadas (em vez das roscas cortadas) são preferidas porque a laminação induz tensões residuais compressivas benéficas que melhoram significativamente a vida útil em fadiga na raiz da rosca.
A extremidade de acionamento de um eixo de motor de precisão — a seção que se projeta da carcaça do motor e se conecta à carga acionada — normalmente é fabricada de acordo com as dimensões padrão IEC ou NEMA para intercambialidade. A tolerância de diâmetro, comprimento, geometria do rasgo de chaveta e chanfro da extremidade do eixo são todos padronizados, permitindo que eixos de motores de diferentes fabricantes combinem com o mesmo acoplamento ou entrada de caixa de engrenagens. Extensões de eixo de motor personalizadas também são comuns em aplicações OEM onde as dimensões padrão do eixo não correspondem aos requisitos do equipamento acionado.
Compreender como e por que os eixos dos motores de precisão falham é essencial tanto para a investigação de falhas quanto para o projeto preventivo. A maioria das falhas de eixo em serviço se enquadra em um pequeno número de categorias recorrentes, cada uma com causas raízes identificáveis que podem ser tratadas por meio de projeto, seleção de materiais ou melhorias no processo de fabricação.
Os eixos de motores de precisão são projetados e fabricados de acordo com uma variedade de padrões industriais que definem requisitos dimensionais, especificações de materiais e práticas de qualidade. A familiaridade com os padrões relevantes ajuda os engenheiros a especificar os eixos corretamente e a avaliar a conformidade do fornecedor.
A aquisição de eixos de motor de precisão — seja como componentes usinados personalizados ou como peças de reposição para motores existentes — exige a avaliação da capacidade do fornecedor em relação aos requisitos específicos de sua aplicação. Nem todos os fabricantes de eixos de precisão são iguais, e a opção de menor custo raramente oferece a consistência dimensional e a rastreabilidade que aplicações exigentes exigem.
Pergunte aos fornecedores em potencial quais equipamentos de retificação eles usam, qual é a capacidade de processo demonstrada (valores Cpk) para diâmetros de mancais de rolamento com tolerância especificada e se eles realizam medição durante o processo durante a retificação ou apenas a inspeção final após a conclusão. Os fornecedores que utilizam retificadoras cilíndricas CNC modernas com medição automática durante o processo e gráficos SPC pós-processo são significativamente mais capazes de fornecer resultados de precisão consistentes do que aqueles que dependem de retificação manual com alimentação de disco apenas com medição pós-processo.
Verifique se o fornecedor calibrou o equipamento de medição apropriado para as tolerâncias que estão sendo inspecionadas – medidores de ar ou micrômetros de bancada de alta resolução para tolerâncias de diâmetro restritas, capacidade CMM para tolerâncias geométricas e posições de características, e perfilômetros de superfície para medição de rugosidade. Certificados de calibração rastreáveis às normas nacionais (NIST, PTB, NPL) devem estar disponíveis mediante solicitação. Para inspeção do primeiro artigo ou lotes críticos de produção, solicite um relatório dimensional completo com valores medidos reais em vez de um simples certificado de conformidade.
Para aplicações aeroespaciais, médicas e críticas de segurança, cada eixo de motor de precisão deve ser rastreável até um número de lote ou calor de material específico, com o certificado de fábrica correspondente confirmando a composição química e as propriedades mecânicas. Garanta que o sistema de qualidade do seu fornecedor capture essa rastreabilidade desde o recebimento do material até a inspeção final e os registros de expedição. Lacunas na rastreabilidade de materiais são uma descoberta comum em auditorias de fornecedores e podem resultar em ações dispendiosas de quarentena e retrabalho se forem descobertas após as peças estarem em serviço.
Um fornecedor com experiência na fabricação de eixos de motores de precisão para servoacionamentos entende os requisitos de desvio e acabamento superficial que essas aplicações exigem. Um fornecedor especializado em grandes eixos de motores industriais pode ter a capacidade de retificação correta, mas não ter experiência com tolerâncias mais rígidas típicas de aplicações servo. Solicite referências específicas da aplicação, pergunte sobre sua experiência com os materiais e processos de tratamento térmico que seus eixos exigem e, se possível, solicite peças de amostra para inspeção do primeiro artigo antes de se comprometer com os volumes de produção.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025