2026-03-16
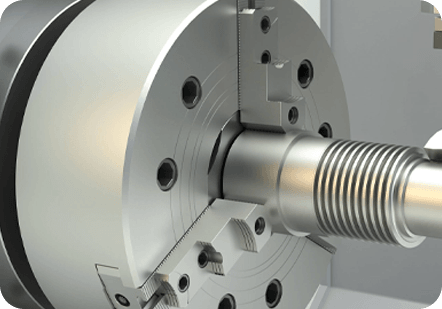
2026-03-16 Um eixo de motor de precisão é o componente de saída mecânica de um motor elétrico - o elemento cilíndrico giratório que transmite torque do rotor do motor para a carga acionada por meio de acoplamentos, engrenagens, polias, pinhões ou conexões diretas de ajuste por interferência. A palavra “precisão” neste contexto não é um qualificador de marketing; refere-se às tolerâncias dimensionais rígidas, aos requisitos de precisão geométrica e às especificações de acabamento superficial que distinguem um eixo de motor de precisão de um eixo comercial padrão. Em aplicações que vão desde dispositivos médicos e instrumentos de laboratório até servoacionamentos, robótica e atuadores aeroespaciais, a precisão dimensional do eixo determina diretamente o desempenho do sistema – qualidade de ajuste do rolamento, concentricidade do acoplamento, níveis de vibração, precisão rotacional e, em última análise, a confiabilidade de todo o conjunto acionado.
Mesmo pequenos desvios da geometria especificada do eixo podem causar sérios problemas no nível do sistema. Um diâmetro de eixo com tamanho maior de 0,01 mm fará com que um rolamento ajustado por pressão seja sobrecarregado durante a montagem e poderá rachar a pista interna. Um eixo com 0,005 mm de desvio no munhão do rolamento imporá uma carga cíclica no rolamento na frequência de rotação do eixo, reduzindo drasticamente sua vida útil L10. Um eixo com rugosidade superficial incorreta no assento do rolamento – muito áspero – irá micro-soldar a pista interna do rolamento durante a operação, tornando a desmontagem destrutiva. Estes não são casos extremos; são as consequências rotineiras de adquirir eixos de motor com graus de precisão inadequados e compreender o que torna um eixo do motor de precisão genuinamente preciso é essencial para qualquer pessoa que especifique, adquira ou projete esses componentes.
Um eixo de motor de precisão não é um simples cilindro – é um componente usinado com vários recursos em que cada zona é projetada para interagir com um componente correspondente específico, e cada interface impõe seus próprios requisitos dimensionais, geométricos e de acabamento superficial. Compreender a função de cada recurso ajuda ao escrever especificações e avaliar a capacidade do fornecedor.
Os mancais são as seções cilíndricas do eixo que assentam dentro do corpo rolante ou dos mancais lisos do motor. Estas são normalmente as seções dimensionalmente mais críticas de todo o eixo. O diâmetro do munhão deve ser mantido com uma tolerância restrita — normalmente grau IT5 ou IT6 de acordo com a ISO 286, o que se traduz em tolerâncias de ±0,003 mm a ±0,008 mm em diâmetros que variam de 5 mm a 50 mm — para obter o ajuste correto do rolamento. Um ajuste com folga é usado para rolamentos que devem ser pressionados no eixo com força manual ou ferramentas leves (ajuste de transição), enquanto um ajuste com interferência é usado quando a pista interna do rolamento deve ser travada com segurança no eixo para evitar deformação sob carga. A rugosidade da superfície nos munhões dos rolamentos é especificada em Ra 0,4 µm a Ra 0,8 µm para rolamentos de elementos rolantes e Ra 0,2 µm ou mais fino para rolamentos hidrodinâmicos simples, onde o acabamento da superfície afeta diretamente a formação da película de óleo que suporta o eixo.
A extremidade de saída ou acionamento de um eixo de motor de precisão é a seção que se conecta à carga - por meio de um cubo chaveado, acoplamento estriado, pinhão, polia, disco codificador ou outro elemento de transmissão de energia. As chavetas usinadas no eixo fornecem uma conexão de acionamento rotacional positiva que transmite torque sem depender apenas de interferência. Extremidades de eixo estriadas — perfis envolventes e retos — distribuem o torque por vários pontos de contato, proporcionando maior capacidade de torque e melhor tolerância ao desalinhamento do que rasgos de chaveta únicos. Extremidades de eixo cônicas retificadas com precisão são usadas em aplicações que exigem fácil montagem e desmontagem de cubos sem chaveta, onde o ângulo cônico cria um ajuste de interferência autotravante ou liberável, dependendo da aplicação de uma porca de fixação axial. As características da rosca na extremidade do eixo retêm os cubos do acoplamento, os discos codificadores ou as tampas das extremidades contra cargas axiais.
Na maioria dos projetos de motores elétricos, a pilha de laminação do rotor ou o conjunto de ímã permanente são encaixados por interferência diretamente no eixo do motor. A zona de montagem do rotor deve ter um diâmetro controlado com precisão para um ajuste de interferência específico que forneça transmissão de torque adequada sem causar rachaduras nas laminações do rotor durante o encaixe por pressão. Em motores de alta velocidade, a interferência rotor-eixo também deve resistir à expansão centrífuga do rotor na velocidade máxima – se a interferência for insuficiente, o rotor pode afrouxar em velocidade, causando desequilíbrio catastrófico. A circularidade da zona de montagem do rotor afeta diretamente a qualidade do equilíbrio dinâmico alcançável após a montagem do rotor: um eixo fora do círculo introduz um erro de excentricidade na distribuição de massa do rotor que não pode ser totalmente corrigido pelo balanceamento subsequente.
As transições de diâmetro entre as seções do eixo criam ressaltos que posicionam axialmente rolamentos, rotores e outros componentes ao longo do eixo. A quadratura desses ressaltos em relação ao eixo do eixo — tolerância de perpendicularidade — determina o ângulo de assentamento dos rolamentos e rotores, afetando a pré-carga e o alinhamento axial. Ranhuras rebaixadas na base dos ressaltos e nas extremidades das seções retificadas aliviam a concentração de tensão criada por mudanças abruptas de diâmetro, melhorando significativamente a vida útil do eixo sob fadiga sob cargas cíclicas de torção e flexão. Em eixos de motores de precisão de alto ciclo, esses raios de rebaixo e seu acabamento superficial são tão importantes para a vida útil quanto a resistência geral do material do eixo.
A seleção de materiais para um eixo de motor de precisão envolve equilibrar usinabilidade e retificação (que determina a precisão dimensional alcançável), resistência mecânica e resistência à fadiga (que determina a capacidade de suporte de carga e vida útil), propriedades magnéticas (críticas em aplicações onde o eixo passa através do circuito magnético do motor) e resistência à corrosão (para aplicações em ambientes úmidos, quimicamente agressivos ou de qualidade alimentar).
| Materiais | Nota Típica | Propriedades principais | Aplicação Comum |
| Aço carbono | C45, 1045, S45C | Boa resistência, usinável, baixo custo | Motores industriais em geral, HVAC, bombas |
| Liga de aço | 42CrMo4, 4140, SCM440 | Alta resistência, resistente à fadiga, tratável termicamente | Servomotores, acionamentos de alto torque, saídas de caixa de câmbio |
| Aço endurecível | 16MnCr5, 8620 | Superfície dura, núcleo resistente, resistente ao desgaste | Eixos com pinhões integrados, munhões de alto desgaste |
| Aço inoxidável | 303, 316, 17-4PH | Resistente à corrosão, não magnético (austenítico) | Dispositivos médicos, processamento de alimentos, motores marítimos |
| Liga de titânio | Ti-6Al-4V | Alta resistência ao peso, não magnético, resistente à corrosão | Atuadores aeroespaciais, motores compatíveis com ressonância magnética |
| Liga de alumínio | 7075-T6, 6061-T6 | Leve, não magnético, boa usinabilidade | Pequenos motores de alta velocidade, unidades de UAV, robótica |
Muitos materiais de eixo de motor de precisão são tratados termicamente para desenvolver as propriedades mecânicas necessárias - têmpera e revenido de ligas de aço para atingir resistência à tração de 900–1.200 MPa, cementação de aços de baixa liga para obter uma superfície dura e resistente ao desgaste com um núcleo tenaz, ou nitretação para obter uma camada superficial extremamente dura com distorção dimensional mínima. A sequência das operações de tratamento térmico e retificação de precisão é crítica: o tratamento térmico causa distorção dimensional que deve ser corrigida na retificação subsequente. Os eixos do motor de precisão são normalmente usinados em bruto, tratados termicamente, endireitados se necessário e, em seguida, retificados com precisão até as dimensões finais. A retificação final após o tratamento térmico — e não antes — é a única maneira confiável de obter simultaneamente as propriedades mecânicas exigidas e as tolerâncias dimensionais restritas de um eixo de motor de precisão.
A especificação de tolerância é o coração técnico do projeto de eixo de motor de precisão. Muito solto e o eixo não consegue desempenhar a função pretendida; desnecessariamente apertado e o custo de fabricação aumenta sem benefício. Compreender quais tolerâncias são mais importantes para cada recurso e quais valores são apropriados para diferentes aplicações e velocidades é o que separa um desenho de eixo de motor de precisão bem especificado de um que é subespecificado ou impraticavelmente apertado.
Os diâmetros dos eixos são especificados usando o sistema de tolerância ISO 286, que define tanto o grau de tolerância (grau IT, indicando a largura total da faixa de tolerância) quanto o desvio fundamental (uma letra indicando a posição da faixa de tolerância em relação à dimensão nominal). Para mancais de rolamento de eixo de motor de precisão, as especificações típicas são k5 ou k6 para rolamentos que exigem um ajuste com interferência leve e h5 ou h6 para rolamentos montados com um ajuste de transição ou folga leve. Em um munhão de rolamento de 20 mm, a tolerância k5 corresponde a uma faixa de diâmetro de 0,002 mm a 0,011 mm — uma faixa de tolerância total de apenas 9 micrômetros. Conseguir isso de forma consistente na produção requer retificação cilíndrica com máquina precisa e controle de dressagem, além de verificação dimensional de 100% após retificação usando medidores de furo calibrados ou medidores de ar com resolução de 0,001 mm ou melhor.
A circularidade (circularidade) do munhão do rolamento — o desvio de qualquer perfil de seção transversal de um círculo perfeito — é normalmente especificada em 50% ou menos da tolerância de diâmetro para eixos de motores de precisão. Para um munhão k5 com tolerância de diâmetro de 9 µm, o arredondamento de 4–5 µm é um requisito típico. A cilindricidade — a variação combinada de circularidade e retilineidade ao longo do comprimento do munhão do rolamento — é o requisito mais exigente para assentos de rolamento longos, garantindo que o rolamento se ajuste uniformemente ao longo de toda a sua largura. A circularidade e a cilindricidade são medidas em uma máquina de medição de circularidade de precisão (como uma Taylor Hobson Talyrond) usando uma sonda de contato que mapeia a geometria real da superfície em relação à forma circular ideal.
O desvio é a tolerância geométrica de desempenho mais crítico para eixos de motores de precisão porque gera diretamente a vibração e as cargas de rolamento que limitam a velocidade, o ruído e a vida útil do motor. O desvio total indicado (TIR) - medido girando o eixo entre os centros e medindo a deflexão total do relógio comparador em um diâmetro especificado - combina erro de circularidade e erro de coaxialidade (deslocamento entre o eixo do recurso medido e o eixo de referência) em uma única medição. Para eixos de motores de precisão em aplicações de servo e movimento de precisão, o TIR no munhão da extremidade de saída em relação aos munhões do rolamento é normalmente especificado em 0,005 mm a 0,015 mm. A 3.000 RPM, um TIR de 0,01 mm gera uma força de excitação centrífuga que, dependendo do eixo e da massa do rotor, pode produzir amplitudes de vibração uma ordem de grandeza maior que a própria excentricidade, degradando rapidamente a vida útil do rolamento e comprometendo a precisão da posição em servossistemas de circuito fechado.
Diferentes zonas de um eixo de motor de precisão exigem diferentes valores de rugosidade superficial, e especificar uma única rugosidade superficial para todo o eixo é um erro comum de subespecificação. Os munhões dos rolamentos requerem Ra 0,4–0,8 µm para rolamentos de esferas e rolos e Ra 0,1–0,4 µm para rolamentos lisos. As superfícies de contato da vedação (onde uma vedação labial ou de labirinto entra em contato com o eixo) requerem retificação Ra 0,2–0,4 µm na direção de rotação do eixo, com limites estritos de chumbo (marcas de retificação helicoidais que podem bombear lubrificante através da vedação). As zonas de montagem do rotor são normalmente especificadas em Ra 0,8–1,6 µm – superfícies ligeiramente mais ásperas podem realmente melhorar a retenção de torque dos ajustes de interferência, fornecendo intertravamento micromecânico entre o eixo e as superfícies do furo. As superfícies de chaveta e estriadas normalmente são deixadas em Ra 1,6–3,2 µm nas operações de fresamento ou brochamento, pois essas superfícies transmitem carga por meio do contato de forma, em vez de depender da qualidade da superfície para sua função.
Alcançar as tolerâncias exigidas para aplicações de precisão em eixos de motores exige um processo de fabricação cuidadosamente sequenciado, no qual cada operação estabelece as condições para a próxima. Ignorar ou encurtar qualquer etapa da cadeia de processo resulta de forma confiável em eixos que não atendem às especificações, descobertos durante a inspeção de entrada ou – mais caro – durante a montagem ou no início do serviço.
O torneamento CNC em um torno de precisão estabelece a geometria básica do eixo – todos os diâmetros, comprimentos, ombros, cortes inferiores e cones – com uma margem de material de 0,1 mm a 0,3 mm em superfícies retificadas para posterior retificação cilíndrica. Os furos centrais perfurados em ambas as extremidades do eixo neste estágio tornam-se o ponto de referência para todas as operações subsequentes de retificação e inspeção. A precisão desses furos centrais – sua concentricidade, profundidade e acabamento superficial – determina diretamente a precisão alcançável na retificação subsequente, porque o eixo gira nesses centros durante todas as operações de solo. A furação central de precisão em um torno CNC com centro vivo e configuração cuidadosa da máquina não é uma operação trivial em um eixo de motor de precisão; é a base da qual depende toda a precisão subsequente.
A retificação cilíndrica é o processo de fabricação definitivo para munhões de eixo de motor de precisão e assentos de rolamento. O eixo é montado entre centros de precisão na retificadora e gira lentamente enquanto um rebolo de alta velocidade atravessa a superfície do munhão, removendo 0,002–0,005 mm por passagem nos cortes de acabamento para atingir o diâmetro final, circularidade, cilindricidade e acabamento superficial. As modernas retificadoras cilíndricas CNC alcançam repetibilidade de diâmetro de ± 0,001 mm ou melhor quando mantidas adequadamente e estabilizadas termicamente, e rugosidade superficial de Ra 0,1–0,4 µm rotineiramente. A medição pós-processo — que mede o diâmetro do eixo automaticamente entre passagens de retificação usando um medidor em processo montado na máquina — elimina a variação dimensional introduzida pela expansão térmica e pelo desgaste do rebolo, mantendo a consistência do tamanho em todos os lotes de produção sem intervenção manual.

As chavetas são fresadas no eixo antes da retificação final, para evitar a introdução de concentrações de tensão nas bordas da chaveta que poderiam causar microfissuras durante o contato do rebolo. As estrias em eixos de motores de precisão são produzidas por fresagem, fresamento ou laminação a frio - as estrias laminadas a frio têm a vantagem adicional de tensões residuais compressivas do processo de laminação que melhoram a resistência à fadiga em comparação com as estrias usinadas. As roscas nas extremidades dos eixos são cortadas ou laminadas após a retificação final para evitar perturbar as superfícies retificadas. A laminação de roscas - pressionando a forma da rosca na superfície do eixo em vez de cortá-la - produz roscas mais fortes com tensões superficiais compressivas e é preferível ao corte de roscas em eixos de motores de precisão onde a vida útil da rosca é uma preocupação.
Compreender como os eixos de motores de precisão falham em serviço — e por que — é tão importante para o projetista e o especificador quanto compreender como eles são feitos. A maioria das falhas no eixo do motor de precisão são rastreáveis a uma de um pequeno número de causas raízes que, uma vez identificadas, são fáceis de resolver através do projeto, seleção de materiais ou alterações no processo de fabricação.
Uma especificação completa do eixo do motor de precisão comunica de forma inequívoca ao fabricante — seja uma instalação de produção interna ou um fornecedor externo — exatamente o que é necessário e como a conformidade será verificada. Especificações incompletas são a causa mais comum de entrega e aceitação de eixos não conformes, apenas para que o problema surja durante a montagem do motor ou no início do serviço. Os seguintes elementos devem ser explicitamente definidos em qualquer especificação de eixo de motor de precisão.
Engenheiros e equipes de compras que buscam eixos de motores de precisão enfrentam uma escolha de três opções: comprar eixos de precisão de catálogo padrão, solicitar eixos usinados sob medida de acordo com um desenho específico ou adquirir eixos de reposição OEM de fabricantes de motores. Cada opção tem um perfil diferente de custo, prazo de entrega e quantidade mínima de pedido, e a escolha certa depende dos requisitos de volume da aplicação, da correspondência de um produto padrão com a especificação e se o eixo é uma peça de reposição ou um novo componente de design.
Eixos retificados de precisão — fornecidos em comprimentos e diâmetros padrão com tolerância garantida de diâmetro h6 ou g6 e retilineidade abaixo de 0,02 mm por 300 mm — estão disponíveis em fornecedores de eixos e componentes de movimento linear em aço carbono, aço inoxidável e aço endurecido. Esta opção é apropriada quando a geometria do eixo é simples (diâmetro constante ou escalonado com incrementos padrão), a tolerância necessária corresponde à especificação do produto do catálogo e as operações secundárias (fresamento de chaveta, rosqueamento, furação) podem ser realizadas internamente ou por um mecânico local. A vantagem significativa é a disponibilidade imediata sem custo de ferramentas ou prazo de entrega para usinagem personalizada – importante para prototipagem, reparo e produção de baixo volume.
Para geometrias de eixo de motor com características específicas — dentes de pinhão integrados, estrias, múltiplos munhões de precisão em relações de desvio especificadas, extremidades cônicas ou materiais especiais — a usinagem personalizada de um fabricante de eixo de precisão é a rota apropriada. Os eixos personalizados são produzidos de acordo com o desenho do cliente e passam por inspeção de acordo com os critérios de aceitação especificados antes da entrega. Os prazos de entrega para eixos de motores de precisão personalizados normalmente variam de 2 a 6 semanas para materiais padrão em quantidades moderadas, com prazos de entrega mais longos para materiais exóticos, sequências de tratamento térmico com longos ciclos de forno ou tolerâncias muito restritas que exigem múltiplas iterações de moagem e medição. Ao fazer um pedido de eixo personalizado, fornecer um desenho completo e inequívoco é o fator mais importante no recebimento de peças em conformidade na primeira entrega — desenhos ambíguos geram erros de interpretação, solicitações de esclarecimento que prolongam o prazo de entrega e eixos em conformidade com o desenho, mas não adequados à finalidade, que são tecnicamente de responsabilidade do cliente.
Nem todas as oficinas mecânicas que afirmam produzir eixos de motores de precisão têm o equipamento, o controle de processo e a capacidade de medição para atingir consistentemente tolerâncias de diâmetro IT5 ou IT6, desvio inferior a 5 µm e acabamento superficial Ra 0,4 µm na produção. Antes de qualificar um novo fornecedor de eixos de precisão, verifique o seguinte: a frota de retificadoras e sua idade e condições de manutenção; os equipamentos de metrologia disponíveis para inspeção (máquina de medição de circularidade, CMM ou centros de bancada de precisão com relógio comparador, perfilômetro de superfície e seu estado de calibração); a documentação do processo do fornecedor e a certificação do sistema de gestão da qualidade (ISO 9001 no mínimo, IATF 16949 para eixos de precisão para fornecimento automotivo); e sua disposição de fornecer relatórios de inspeção de primeiro artigo (FAIRs) com valores medidos reais — e não apenas selos de aprovação/reprovação — para todas as características críticas nas amostras iniciais. Um fornecedor que está relutante em fornecer dados de medição reais nos primeiros artigos está lhe dizendo algo importante sobre como eles gerenciam a qualidade de sua produção.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025