2025-11-18
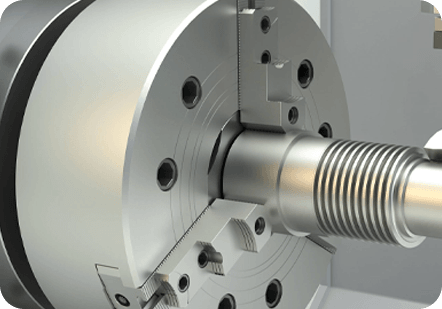
2025-11-18 Escolhendo o material certo para um eixo do motor elétrico governa a resistência, a vida em fadiga, a usinabilidade, a resistência à corrosão e o custo. Os materiais de eixo comuns incluem AISI 1045 (aço de carbono médio), 4140/4340 (aços de liga para maior resistência), graus inoxidáveis como 304/316 para ambientes corrosivos e, às vezes, ligas não ferrosas (bronze ou alumínio) para aplicações de baixa carga ou sensíveis ao peso. Para aplicações de alta velocidade ou alto ciclo, aços-liga temperados e revenidos, como o 4140, são frequentemente especificados e endurecidos superficialmente para resistir ao desgaste nas interfaces de rolamento e vedação.
O diâmetro do eixo é escolhido para satisfazer as tensões de flexão e torção com fatores de segurança apropriados. Use fórmulas de carregamento combinadas (superposição de flexão e torção) e estimativas de vida em fadiga (regra de Miner ou curvas S–N) quando cargas cíclicas estiverem presentes. Os principais aspectos do projeto incluem comprimento do munhão para rolamentos, localizações de ressaltos e transições que minimizam as concentrações de tensão.
As chavetas são comuns para transmissão de torque, mas introduzem elevadores de tensão. Minimize a profundidade, use extremidades filetadas e considere conexões cônicas ou estriadas para alto torque. As estrias distribuem o cisalhamento por uma área maior e são preferíveis para transmissões para serviços pesados; no entanto, eles exigem controles de fabricação e inspeção mais rígidos.
Selecione ajustes de interferência, transição ou folga dependendo do método de montagem e do carregamento. Exemplos típicos: H7/k6 para ajustes por contração, H7/g6 para ajustes por pressão. Para componentes rotativos sujeitos à expansão térmica, leve em consideração o crescimento diferencial — use ajustes de interferência somente quando os procedimentos de montagem e desmontagem (prensa térmica ou hidráulica) estiverem disponíveis.
Os processos de usinagem (torneamento, retificação, brochamento para chavetas/ranhuras) determinam as tolerâncias alcançáveis e o acabamento superficial. Os mancais de rolamento e superfícies de vedação críticas geralmente exigem acabamentos retificados com valores de Ra geralmente abaixo de 0,8 µm, dependendo do tipo de rolamento. Os tratamentos de superfície – endurecimento por indução, nitretação, cementação ou cromagem – aumentam a resistência ao desgaste nas áreas de contato, preservando ao mesmo tempo um núcleo resistente para resistir ao impacto.
A concentricidade precisa e o desvio mínimo são essenciais para o equilíbrio do rotor e a vida útil do rolamento. As tolerâncias devem ser especificadas para o diâmetro do munhão (por exemplo, Ø30 H7), desvio axial (< 0,02 mm típico para motores de velocidade média) e desvio radial para peças correspondentes. As chamadas de dimensionamento geométrico e tolerância (GD&T), como cilindricidade, coaxialidade e perpendicularidade, ajudam a garantir o funcionamento sob condições de montagem.
Eixos desequilibrados causam vibração, sobrecarga nos rolamentos e ruído. Após a usinagem e montagem, realize o balanceamento estático e dinâmico. Determine a primeira velocidade crítica usando modelos de inércia do rotor e rigidez do eixo - garanta que as velocidades operacionais evitem ressonância ou aplique amortecimento/enrijecimento do eixo. Para rotores próximos de velocidades críticas, utilize graus de equilíbrio ISO para definir o desequilíbrio residual permitido.
As falhas do eixo geralmente surgem de trincas por fadiga (perto dos ressaltos, rasgos de chaveta), desalinhamento causando sobrecarga do rolamento, corrosão por corrosão ou desgaste excessivo nos munhões. A detecção precoce por meio de análise de vibração, análise de óleo e inspeção visual aumenta as opções de reparo. Dependendo da extensão do dano, os reparos incluem soldagem e reafiação (somente com metalurgia compatível e tratamento pós-térmico), revestimento de munhões desgastados ou substituição completa do eixo quando houver trincas por fadiga.
Abaixo está uma tabela compacta que você pode adaptar em desenhos de compras ou de engenharia. Ele lista as características típicas do eixo e os alvos recomendados para um motor industrial de serviço médio.
| Recurso | Valor/especificação típico | Notas |
| Materiais | AISI 1045/4140 | Escolha 4140 para casos de alta fadiga ou tratados termicamente |
| Fim do Diário | Ra 0,2–0,8 µm | Polimento de moagem recomendado |
| Tolerância | Ø H7 / diário | Especifique GD&T para coaxialidade |
| esgotamento | < 0,02 mm axial | Meça nas faces de vedação e acoplamento |
Seguir estas diretrizes práticas melhorará a confiabilidade do motor, facilitará a manutenção e reduzirá o tempo de inatividade inesperado devido a falhas relacionadas ao eixo. Em caso de dúvida, priorize a inspeção (END), ajustes conservadores e materiais comprovados para aplicações de alto ciclo ou de segurança crítica.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025