2026-05-22
2026-05-22 Uma mola a gás parece enganosamente simples – um cilindro pressurizado com uma haste deslizante. Mas cada superfície que veda, guia ou suporta carga deve ser usinada de acordo com especificações exatas. Perca o diâmetro do furo mesmo em alguns centésimos de milímetro e o gás nitrogênio passa pelas vedações, a mola perde sua força nominal e um cliente OEM rejeita o lote inteiro. Usinagem CNC de mola a gás automotiva é, portanto, um daqueles processos em que as tolerâncias não são negociáveis e cada decisão do caminho da ferramenta tem uma consequência posterior na vida útil do produto.
Este artigo aborda as operações críticas de usinagem, os materiais, os requisitos de tolerância e as etapas de acabamento de superfície envolvidas na fabricação de componentes automotivos de molas a gás de alta qualidade, quer você esteja cotando uma execução de produção ou projetando peças para capacidade de fabricação.
Um conjunto de mola a gás automotivo contém vários componentes usinados, cada um com função distinta e criticidade dimensional. Compreender o que cada peça faz torna mais fácil especificar o processo e as tolerâncias corretas desde o início.
O cilindro é o invólucro externo – geralmente um tubo de aço ou alumínio sem costura que contém nitrogênio pressurizado. As operações CNC aqui se concentram no acabamento do furo e na usinagem da face final. O furo interno deve ser afiado ou torneado para atingir o diâmetro correto e uma rugosidade superficial baixa o suficiente para que as vedações do pistão deslizem sem atrito ou desgaste excessivo. Os diâmetros internos em cilindros de molas a gás automotivos geralmente variam de 10 mm a 60 mm, com tolerâncias de furo na faixa de H7 (normalmente ±0,010–0,025 mm dependendo do diâmetro).
A haste do pistão é o componente único dimensionalmente mais crítico. Ele deve ser reto dentro de limites rígidos, ter um diâmetro mantido com tolerâncias estreitas para ajuste da vedação e ter um acabamento superficial que resista ao desgaste e à corrosão. O torneamento CNC produz a haste em bruto; subsequente retificação centerless e cromagem dura ou nitrocarbonetação são etapas padrão de pós-usinagem. Os diâmetros das hastes normalmente variam de 6 mm a 28 mm em aplicações automotivas, e desvios de retilineidade além de 0,05 mm em 300 mm de comprimento podem causar emperramento do pistão e falha acelerada da vedação.
O próprio pistão é usinado para se ajustar ao furo com uma folga controlada. Ele carrega a geometria de passagem de gás – ranhuras, furos ou perfis escalonados – que governa o comportamento do fluxo de gás durante a compressão e extensão. As operações de torneamento e fresamento CNC criam esses recursos. Qualquer rebarba deixada na passagem de gás ou na ranhura da vedação altera as características do fluxo e pode causar danos à vedação durante a montagem.
A guia da haste alinha e suporta a haste do pistão na extremidade aberta do cilindro. Requer um diâmetro interno perfurado com precisão para corresponder ao diâmetro da haste e um diâmetro externo para caber no furo do cilindro sem folga. As tampas das extremidades para projetos selados geralmente são cravadas ou rosqueadas no lugar, portanto, a geometria da rosca e a quadratura da face são importantes para uma montagem sem vazamentos. Essas peças são normalmente torneadas em CNC em aço ou plásticos de engenharia reforçados com inserções de metal.
A escolha do material afeta todas as decisões posteriores de usinagem — velocidades de corte, seleção de ferramentas, métodos de acabamento superficial e critérios de inspeção final. Os componentes automotivos de molas a gás são predominantemente feitos de um pequeno conjunto de materiais, cada um com características de usinagem conhecidas.
| Component | Material Típico | Consideração sobre usinagem de chave |
|---|---|---|
| Tubo do cilindro | Aço sem costura estirado a frio (por exemplo, ST52, E235) | O furo pré-estirado reduz a usinagem interna; terminar de afiar alcança Ra final |
| Haste do pistão | Aço carbono endurecido (por exemplo, C45, 42CrMo4) | Cromo duro ou nitretação após torneamento CNC; moagem até o diâmetro final |
| Pistão | Zinco fundido, aço ou polímero POM | Peças fundidas precisam de torneamento de acabamento; peças de polímero precisam de ferramentas afiadas e de baixo calor |
| Guia da haste / tampa final | Latão, alumínio ou aço | Máquinas de latão livremente; o alumínio requer refrigeração por inundação para a qualidade da superfície |
| Variantes leves | Liga de alumínio (por exemplo, 6061-T6, 7075) | Possibilidade de altas taxas de avanço; anodização necessária para proteção contra corrosão |
O aço continua sendo a escolha dominante para componentes estruturais devido à sua alta resistência à tração e ao comportamento de fadiga bem compreendido sob cargas cíclicas de pressão de gás. As ligas de alumínio são usadas com mais frequência em aplicações de automóveis de passageiros sensíveis ao peso – os suportes da tampa do porta-malas são um exemplo típico – onde a pressão operacional mais baixa permite seções de parede mais finas e diâmetros de haste menores. Para qualquer componente de mola a gás de alumínio, anodização ou revestimento duro é obrigatório para evitar corrosão por atrito na interface haste-vedação.
O desempenho da mola a gás é diretamente governado pela relação dimensional entre a haste do pistão, o furo do cilindro e os elementos de vedação. Especificar tolerâncias de maneira muito imprecisa corre o risco de vazamento e vida útil curta; especificá-los com mais precisão do que o necessário aumenta o custo de usinagem sem agregar valor funcional. A tabela abaixo resume as metas práticas de tolerância para as interfaces de ajuste chave.
| Interface | Tipo de ajuste | Tolerância típica (diâmetro) | Objetivo |
|---|---|---|---|
| Haste do pistão OD / seal ID | Fechar corrida (f7/H7) | ±0,010–0,015mm | Garante o contato da vedação sem arrastar a haste |
| Diâmetro externo do cilindro/pistão | Folga (H7/e8) | Folga de 0,020–0,060 mm | Permite o deslocamento do pistão sem contato com metal |
| Guia da haste DE / furo do cilindro | Transição (H7/js6) | 0–0,015 mm | Impede o balanço da guia; preserva o alinhamento da haste |
| Rosca na tampa final | Padrão 6H / 6g | Métrica ISO, ajuste médio | Vedação sob pressão; facilidade de montagem |
Para dimensões de furo críticas, O torneamento CNC por si só raramente é suficiente como operação final . O brunimento adiciona a combinação de precisão dimensional e assentamento de superfície controlado que as vedações exigem — um furo torneado em Ra 0,8 µm degrada a vida útil da vedação em comparação com uma superfície afiada em Ra 0,2–0,4 µm. Os diâmetros da haste do pistão são retificados de forma semelhante após o torneamento, com a etapa de retificação mantendo a faixa de tolerância final h6 ou f7 necessária para o encaixe adequado da vedação.
Além do diâmetro, os componentes da mola a gás exigem controle de erros de forma. Um furo que esteja dentro da tolerância de diâmetro, mas significativamente fora de circularidade, gerará compressão desigual da vedação, levando a caminhos de vazamento localizados. Os requisitos de circularidade para furos de cilindro na produção de molas a gás automotivas são normalmente de 0,003 a 0,008 mm (3 a 8 µm), o que é possível com torneamento CNC de qualidade seguido de brunimento em uma máquina dedicada. A cilindricidade — a combinação de circularidade e retilineidade ao longo de todo o comprimento do furo — é mais importante para cilindros mais longos, onde o crescimento térmico durante a usinagem pode introduzir erros de cilindro ou conicidade.
Os valores de rugosidade superficial são especificados como Ra (rugosidade média aritmética) e devem ser verificados com perfilômetro, não estimados por inspeção visual. O furo do cilindro e as superfícies de trabalho da haste do pistão têm alvos distintos:

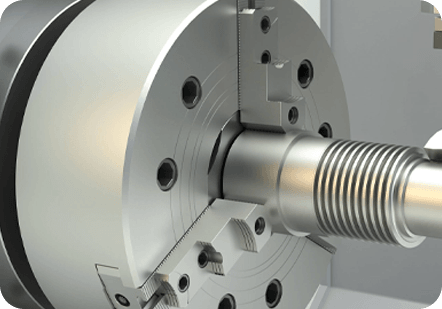
A geometria cilíndrica dos componentes da mola a gás torna o torneamento CNC o processo de fabricação dominante. Os modernos centros de torneamento CNC - especialmente máquinas de fuso duplo e torre dupla - são adequados para a produção automotiva de molas a gás porque podem completar uma peça em uma única configuração, eliminando os erros de refixação que degradam a concentricidade entre o furo e o diâmetro externo.
As hastes do pistão são normalmente produzidas a partir de barras em um torno CNC com alimentador de barras. A sequência de torneamento inclui torneamento externo grosseiro, rosqueamento na extremidade do acessório, corte inferior para anéis elásticos ou ranhuras de vedação e chanframento. Como a barra é o material inicial, a retilineidade do material de entrada é importante – a barra curvada introduz desvios que se estendem até a haste acabada e só podem ser corrigidos por retificação sem centro. Especificar a retilineidade da barra bruta com uma precisão de 0,5 mm por metro antes da usinagem evita o retrabalho posterior.
Os componentes das molas a gás são produtos de alto volume. Os fornecedores OEM automotivos que produzem dezenas de milhares de cilindros por mês precisam de tempos de ciclo na faixa de 30 a 90 segundos por peça para serem competitivos em termos de custos. Os centros de torneamento CNC de torre dupla resolvem isso usinando dois recursos simultaneamente — por exemplo, desbaste do diâmetro externo enquanto faz o mandrilamento de acabamento do diâmetro interno — reduzindo os tempos de ciclo em 30–50% em comparação com operações sequenciais em uma máquina de torre única. A operação com luzes apagadas durante a noite com alimentação automatizada de barras e coleta de peças reduz ainda mais o custo por peça para tiragens de alto volume.
Alguns projetos de molas a gás exigem portas radiais, furos de preenchimento perfurados em cruz ou superfícies planas fresadas na extremidade do cilindro para engate das ferramentas de montagem. Um centro de torneamento CNC com ferramentas motorizadas lida com esses recursos na mesma configuração das operações de torneamento, evitando uma operação secundária de fresamento CNC. Isto é particularmente importante para portas de enchimento de gás – furos de pequeno diâmetro perfurados radialmente na parede do cilindro – onde a precisão da posição relativa à linha central do furo afeta o ajuste do bujão de vedação.
Superfícies brutas usinadas em CNC quase nunca são a condição final da superfície para componentes automotivos de molas a gás. Os requisitos de desempenho de corrosão, desgaste e atrito impulsionam tratamentos pós-usinagem que devem ser considerados nas dimensões originais usinadas.
O cromo duro é o tratamento de superfície mais comum para hastes de pistão. Uma típica camada de cromo de 10–25 µm é depositada após a retificação e depois retificada novamente até o diâmetro final. Esta sequência de "placa e retificação" atinge a dureza superficial (900–1000 HV) necessária para resistir ao desgaste da vedação e o acabamento Ra 0,1 µm necessário para operação de baixo atrito. O cromo aumenta o diâmetro da haste, portanto, o diâmetro retificado pré-cromo deve ser calculado para ficar dentro da tolerância após o depósito de cromo — uma etapa que requer controle consistente do processo de galvanização e comunicação estreita entre a oficina de usinagem e a instalação de galvanização.
Para aplicações onde a cromagem é restrita devido a regulamentações ambientais (o cromo hexavalente está sujeito às restrições REACH na Europa), a nitrocarbonetação — também chamada de nitrocarbonetação ferrítica ou tratamento Tenifer/Melonite — é a alternativa preferida. O processo difunde nitrogênio e carbono na superfície do aço para formar uma camada de composto duro com 10–20 µm de espessura, combinada com uma zona de difusão mais profunda que aumenta a resistência à fadiga. Ao contrário da cromagem, a nitrocarbonetação produz alterações dimensionais mínimas (normalmente menos de 5 µm de crescimento), de modo que hastes com tolerâncias rígidas podem muitas vezes ser processadas sem uma etapa de retificação pós-tratamento. A superfície resultante tem excelente resistência à corrosão e uma aparência cinza escura característica.
Os furos dos cilindros recebem brunimento após o torneamento CNC para atingir o diâmetro final, arredondamento e textura da superfície simultaneamente. Afiação de platô — um processo de brunimento em duas etapas usando uma pedra mais grossa seguida por uma pedra de acabamento fino — produz uma superfície com vales rasos para retenção de óleo e picos achatados que resistem ao desgaste. Este perfil é medido por parâmetros Rk (profundidade de rugosidade do núcleo, altura de pico reduzida, profundidade de vale reduzida) em vez de simples valores Ra, e deve ser especificado em desenhos para aplicações de furos críticos. Os furos afiados em platô prolongam significativamente a vida útil da vedação em comparação com superfícies torneadas retas ou afiadas em uma única etapa.
Tubos de cilindro e componentes de aço estrutural que não precisam de superfície de desgaste são normalmente galvanizados com zinco-níquel para proteção contra corrosão. Zinco-níquel (teor de níquel de 12 a 15%) oferece resistência à névoa salina substancialmente melhor do que o revestimento de zinco convencional - normalmente 720 a 1.000 horas até a ferrugem vermelha em testes de névoa salina neutra versus 120 a 240 horas apenas para zinco. Para molas a gás externas ou inferiores de automóveis expostas ao sal e à umidade da estrada, esse desempenho contra corrosão é exigido pela maioria das especificações OEM.
A usinagem de molas a gás automotivas opera sob rigorosos sistemas de qualidade, normalmente IATF 16949 ou ISO 9001, com requisitos específicos do cliente automotivo. A inspeção não é uma etapa final — ela é integrada ao fluxo de produção por meio do controle estatístico do processo e da medição durante o processo.
A medição de ar é o método preferido para inspeção de diâmetros de grandes volumes porque é rápida (medição em menos de 2 segundos), sem contato e altamente repetível. Um fuso de medidor de ar inserido no furo ou colocado ao redor de uma haste mede a contrapressão do ar, que está diretamente correlacionada ao diâmetro por meio de um mestre de calibração. Os medidores de ar são normalmente integrados à célula de torneamento CNC para que cada peça seja calibrada antes da descarga, permitindo feedback em tempo real para o sistema de compensação de deslocamento da máquina-ferramenta.
A inspeção da máquina de medição por coordenadas (CMM) é usada para aprovação do primeiro artigo, auditorias periódicas e quaisquer recursos que a medição pneumática não possa medir facilmente - incluindo diâmetro do passo da rosca, perpendicularidade do furo à face e posição dos furos cruzados. Os programas CMM para componentes de molas a gás são normalmente escritos para corresponder às especificações do desenho GD&T, e os relatórios de medição resultantes são enviados ao cliente como parte do Processo de Aprovação de Peças de Produção (PPAP).
Após a montagem, o teste de vazamento de 100% é uma prática padrão para molas a gás automotivas. O método mais comum usa espectrometria de massa de hélio ou teste de queda de pressão diferencial. O teste de pressão diferencial é mais prático para produção de alto volume – a mola montada é pressurizada a uma pressão de teste, isolada, e qualquer queda de pressão durante um período definido (normalmente de 10 a 30 segundos) é comparada com um limite de rejeição. Um teste de queda de pressão bem calibrado pode detectar com segurança taxas de vazamento abaixo de 1 cc/min de nitrogênio na pressão de trabalho.
Os engenheiros de projeto que especificam componentes de molas a gás automotivas podem reduzir significativamente os custos de usinagem seguindo algumas regras práticas. Eles não comprometem a função — eles alinham o projeto com as capacidades naturais do torneamento CNC e processos relacionados.
Fenglan é Fabricante de peças elétricas de precisão na China, Fabricantes de peças automotivas de precisão e Fornecedores de peças de precisão industrial. Seu parceiro confiável na fabricação de peças e componentes desde 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China
Add: No.60, East Zhuanghe Road, cidade de Chunjiang, vila de Wei, distrito de Xinbei, cidade de Changzhou, China  Privacidade
Privacidade



 +86-13861233850
+86-13861233850 
 17/09/2025
17/09/2025